
中机锻压江苏股份有限公司
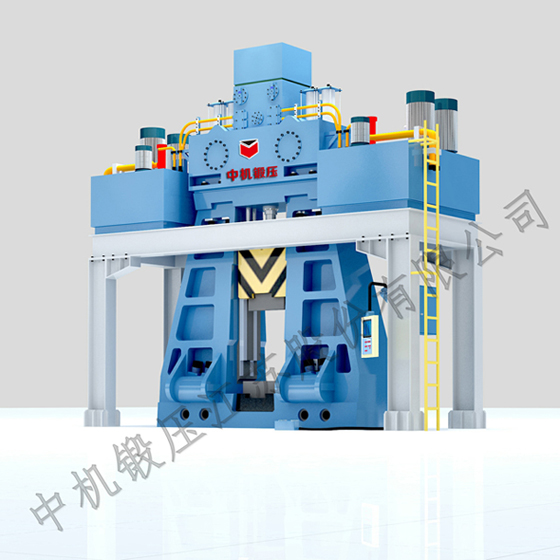
CT88K系列程控全液压模锻锤全液压驱动系统采用全液压动力驱动技术,动力头安装在锤架上,其中垫以弹性的抗振垫块。全液压动力头,采用了先进的锥阀控制技术,复合缸传动技术,双重防外泄技术及液压集成技术,系统结构简单,关键液压元件及密封件均为进口件。
CT88K系列程控全液压模锻锤液压泵站通过平台安装在全液压动力头的两侧,既减少了锤击震动带来对液压系统的影响,又减少了高压管道的传输,减少占地面积,当然液压站也可以采用地面安装,管道传输结构。
CT88K系列程控全液压模锻锤打击系统可采用预应力组合机身,既解决了超大件的机加工、运输问题,又解决了传统锻锤分体机身带来的刚性不足问题。
CT88K系列程控全液压模锻锤打击程序编制简单,不需要熟练的计算机人员,甚至半训练的调整工也能进行调整。锻锤工作时,控制系统可实现油温、油压、清洁度及位置的在线检测和数字显示。一旦有差错,故障灯将闪亮,显示屏将显示故障的位置和故障的性质。最新设计可供客户选装的远程监控系统,可减少维护工程师到现场的时间和费用,节约大量的人力和物力的成本,同时也能为客户提供更为快捷的服务,减少客户的停机损失。
主要特征
• 程序化控制、数字化输入、全中文显示、“傻瓜式”操作;
• 系统全液压动力驱动,避免油气互串;
• 锻锤操作轻锤动作自由灵活、重锤能量得到有效控制,大大提高了锻锤的可靠性、适应性;
• 先进的锥阀式设计,响应速度快,密封性好,不易产生内泄;
• 高响应速度及高可靠冗余设计;
• 动力系统、驱动系统分离式顶置集成安装,地面无液压泵站;
• 触摸式人机界面,故障自动诊断和报警,方便于设备的操作和维护;
• 内藏式蓄能器及管道安装安全设计;
• 可摆动油缸及弹性锤杆柔性设计;
• 高低压双重防外泄密封设计;
• 长锤头结构,可提高工作精度;
• 打击能量、打击步序可任意设定,无富余能量的打击,可降低打击噪音、提高模具寿命;
• 液压系统卸压情况下可进行锤头慢升慢降动作,更换模具操作更为安全;
• 锤头缓冲器采用内部液压缓冲设计,更为安全可靠;
• 可供客户选装的专为程控锤设计的模具自动润滑、物料传送、顶料系统,可通过程序设定与锻锤实现联动,可实现模具润滑的定点、定时、定量控制,达到提高锻锤的生产效率,同时降低操作者的劳动强度的目的。
• 可供客户选装的远程监控系统,以利于减少维护工程师到现场的时间和费用,不仅节约大量的人力和物力的成本,同时也能为客户提供更为快捷的服务,减少客户的停机损失。
主要特点
1)高效
独特的全液压动力驱动技术使得液压锤在极短的行程中获得巨大动能成为可能,即短行程高速锻造和高频率的连续锻造成为现实,可与程控锤联动的附加的模具自动润滑系统、顶料系统、物料传输系统,可以大大减轻操作者的劳动强度、提高工作效率。
2)节能
程控全液压模锻锤的传动效率为65%,为蒸空锻锤的30倍以上。不仅如此,其节能效应还体现在打击能量的精确控制。
3)高精度
方便拆换的放射形导轨结构,其精度保持性好。重锤打击能量的有效控制,可避免多余能量的打击,大幅度提高模具的使用寿命及锻锤的可靠性。
4)低噪音
锻锤的噪声是不可避免的,但可降低。如果锻锤打击能量足够,不需要多余能量的打击即能使锻件成形,给足锻件成形需要的打击能量,但不多给,情况就大不一样。
传统锻锤打击能量是不可调的,经常用足最大能量,其实是不需要的。操作人员也习惯于多打几下,实际是多余的。
程控全液压模锻锤可以精确地控制打击能量,特别是重锤打击能量的控制,每一次重击能量都可以调控,可以按设计的程序来控制大能量的打击。这样多余的打击能量控制住了,噪音也会相应的减少。
5)低振动
锻锤联缸梁与动力头之间采用柔性联接,大吨位锻锤全液压动力头及液压系统泵站分离式隔振安装等均考虑了振动的减少及吸除。
6)稳定的产品质量
如果锻锤是由人操作,不管多么熟练的工人,也难保持100%的一致,特别换班操作,对同一种锻件更难以得到一致的打击能量和打击次数。程控全液压模锻锤采用电子程序控制,不论谁踩踏板,锻打操作是一致的。对某一特殊零件的工艺如已经编入程序,即可以数码储存起来。以后再锻造同一零件时,只须调出该零件的编码,锻锤即可以进行生产。
7)较低的运行费用
节能不仅是指锤的传动效率高,还包括能量的准确控制带来的节能效益,多余的打击不仅多消耗能量,而且影响设备及模具因吸收多余能量带来寿命问题。
高度集成、结构紧凑的液压动力系统,可减少液压泄漏及液压用油,一般情况下无须补充高压氮气。
8)广泛的适应性
一个人可以解释一台锻压机可以打多大的锻件。但对锤来说,能打多大的锻件是不好下定义的。
由于锻锤速度快,模具接触时间短,有利于零件的锻造成形,有利于模具寿命的提高。数控全液压模锻锤由于打击能量得到有效控制,因而用于锻制带有薄筋板、形状复杂的而且有重量公差要求的锻件,它的性能和经济优势将得到充分体现。
9)简单的维护与操作
程控全液压模锻锤的特点是设计精简,可以采用标准通用的液压先导阀即可实现充油、排油、调整、打击等基本动作。可通过传感器对液压油的清洁度、温度、压力等进行监察,一旦出现不符合系统运转条件的现象即自动报警,并实现故障的自动诊断及自我保护,停锤甚至停机。与此同时,对可能涉及安全的辅助设施也同样实施尽可能周到的监察,在不符合要求的状态下,不能实现主机的启动运转。
为了便于用户能更好、更快地做好维修、保养工作,全液压锤设有常见故障全中文显示窗口,一旦出现异常,通过故障显示窗口即很快能找到故障发生的原因,以便能迅速作出处理,缩短维修时间。
最新设计的远程监控系统,可减少维护工程师到现场的时间和费用,节约大量的人力和物力的成本,同时也能为客户提供更为快捷的服务,减少客户的停机损失。