 您的当前位置: 中国锻压网 > 中国冲压钣金网 > 知识 > 正文
您的当前位置: 中国锻压网 > 中国冲压钣金网 > 知识 > 正文前言
随着光纤激光技术的不断进步,激光加工成本的持续下降,钣金加工市场上出现了一股明显的趋势,就是将原本用于数控冲床冲压的中等批量以下的产品,逐步转移到数控激光切割机上来完成。但是行业内人士也清晰地认识到,数控冲床目前仍有其无法取代的优越性,其集中体现为以下几点:与数控冲压成形相结合的钣金加工;批量巨大的非切边冲孔类钣金加工;密集网孔的钣金加工。
目前这三种钣金加工紧密依靠于数控冲床的特性,仍然在钣金加工过程中产生了巨大的经济效益。
解决方案
本文就如何在合理运营成本的情况下完成高质量的密集网孔冲压加工来展开讨论。
技术要求
网孔零件大致有以下几类产品:机柜基站的通风门板、地铁隧道的普通墙板和天花、流体设备的筛网、剧院会场等公共设施的消音墙板。
各个不同产品的网孔冲压技术要求:⑴机柜类别的网孔要求更大的通风效率,因此对密集度有较高的要求;⑵隧道类墙板和天花相对是为了有限降噪和减重,因此更多的是对平整度有一定的要求,从而便于现场装配;⑶流体筛网除了对通过效率有要求的话,还因为流体本身所带来的压力对零部件的刚度有较高的要求;⑷公共设施类的消音墙板往往要求加工的孔洞直径较小,同时对产品的表面质量也有很高的要求。
由上可见,我们所讨论的密集网孔冲压,并不是简单的“打筛网”,而是有着一定技术含量的高效钣金加工工艺,并且会因为加工厂家对于部分技术要求的疏忽而造成海量的经济损失,这些损失不仅仅体现在普通模具的大量快速损耗,还体现在为此而不得不进行的二次、三次加工,以及由此带来的意外的次品率和报废率。
特殊要求
典型的群孔冲压案例和相应技术要求。
⑴客户不允许二次矫平的密集网孔板(图1)。此类网孔板的技术难点主要在于群孔冲压后的巨大挠度,以及由于板材翘曲造成的冲压过程中的撞板事故。

图1 无矫平的冲压加工
⑵孔距与板厚非常接近的密集网孔板。此类网孔板的技术难点在于网孔间材质,由于过近的孔距所造成的扭转,从而容易造成整张网板的报废。
⑶孔径与板厚非常接近的密集网孔板。此类网孔板的技术难点在于孔径几乎接近甚至小于板厚,由此造成冲压过程中的模具频繁断针,使得整个冲压效率过低,导致成本过高。
⑷材质较为坚硬的密集网孔板。此类网孔板的技术难点在于由于板材材质的抗剪强度较大,从而引起模具冲针的快速磨损,并加剧断针产生的频率,导致超高的产品报废率和模具耗损率。
⑸铝/铝合金材质的密集网孔板。此类网孔板的技术难点在于铝板在冲压过程中会产生巨量的铝碎屑,粘留在模具表面和模具导套内部,在反复的碾压过程中,造成模具的快速磨损乃至报废。
上述这5种网孔板的冲压,基本上涵盖了目前各个厂家所碰到的较为头疼的问题,并始终挥之不去。
而与此同时,很多厂家也在该种工艺中采用了一些错误的方法,导致了该问题的进一步的加剧,譬如:
⑴使用了对中度较差的,甚至无法保证对中度的数控冲床。部分品牌的数控冲床的大尺寸工位(譬如厚转塔类型冲床的D工位和E工位)的对中度实际上非常糟糕,此外,即使是有口碑的数控冲床,如果没有得到很好的维护和保养,其对中度也一样会随着时间的推移而丧失。如果此时错误的选用了该工位,那么品质再好的模具,想法再周密的方案都会成为空谈。
⑵使用了对中精度较差的模具导套。在选用群孔冲压的导套时,生产厂家务必要使用导向精度高,与工位配合度高,同时质量过硬的,具有一定口碑的导套,同时越新越好,因为导套的导向精度与群孔冲压时碰到的各种质量问题息息相关。
⑶使用了材质较差,红硬性指标过低的冲芯和下模。群孔冲压是一种密集加工工艺,因此,群孔模具里面的冲针所经受的冲压打击频率要远远高于普通模具的冲芯。特别是很多厂家由于工位或者资金的限制,往往使用一套群孔模具来打击上万个网孔时,冲芯和下模的材质的好坏,以及红硬性的差异,将会直接决定群孔冲压成功与否。因为劣质的冲针会因为持续高温而使得其硬度过快失效,导致严重的质量事故。
⑷使用了表面粗糙度太大,或者没有涂层的冲芯。很多劣质的冲芯的刃部并没有得到精磨处理,因此刃部侧面的粗糙度很大,由此带来巨大的摩擦系数,导致冲芯表面上很容易产生积屑瘤,并在冲压过程中反复挤压冲芯和下模,造成快速报废。而没有涂层的冲芯,在冲压不锈钢板和铝板时,则会在黏着磨损和挤压磨损的双重影响下,造成了模具的快速钝化。
⑸使用了错误的群孔模排版。群孔模具的排版也同样是一门学问,很多工程师误以为在排版的时候,群孔冲针的数量越多越好,这实际上是个巨大的效率黑洞。
冲针数量的选择的原则是,如何用最少的冲压次数完成网孔零部件的制作,而非在一个工位上布入最多的冲针。以下为一个简单的实例来说明,如图2所示为1个20孔的零部件,如果采用单孔打击的话,需要20次完成针对这个零部件,就会产生很多种群孔模具的排布方式,譬如2×2布局(图3)可以一次性完成4个孔的冲压,3×2布局(图4)可以一次性完成6个孔的冲压,但是经过模拟我们发现一个有趣的现象:2×2布局实际上只需要进行4次群孔冲和4次单孔冲,就可以在8次内完成这个零部件的加工;而2×3布局却需要2次群孔冲和8次单孔冲,即需要10次冲压才能完成该零部件的加工。将这种案例扩大到一个有着数千网孔的零部件的话,那么就更容易看出,合理的群孔模具的排版所带来的巨大的效率提升。
20孔-群孔冲压举例-单孔冲需20次
图2 20孔的零部件
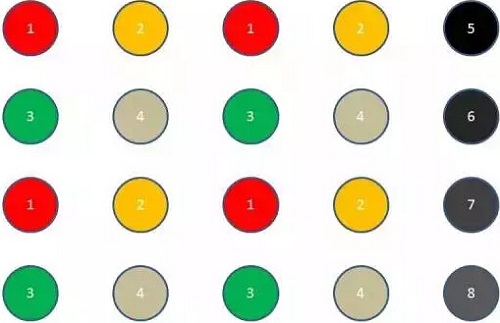
20孔-群孔冲压举例-4孔模具需8次
图3 2×2布局的冲压模式
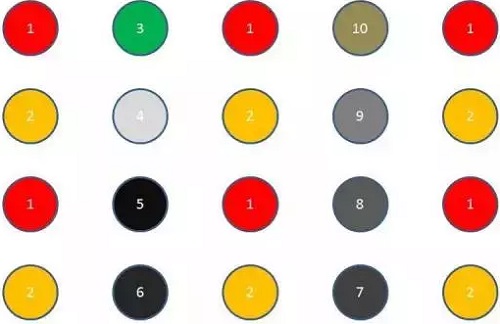
20孔-群孔冲压举例-6孔模具需10次
图4 2×3布局的冲压模式
⑹使用了错误的编程和路径。群孔冲压的编程同样也是一门深厚的学问,部分工程师将刀具导入软件后,直接启动自动排版路径,并直接采用这个路径作为群孔冲压的路径。在这里需要强调的是,不同的公司出品的不同的软件,由于其核心算法的不同,会产生效率,效果截然不同的路径,从而导致不同质量的网孔板产品。另外,部分工程师由于懒惰的原因甚至将群孔模进行顺序冲压,将冲压累积的形变势能向板材的一端推送,最终造成了一个翘曲极其严重的产品。
⑺使用了错误的冲压方式。有不少的钣金加工从业厂家,用一个B工位的模具来冲压网孔产品。且不论上万次冲压所带来的严重低效加工,单这上万次冲压所带来的多余的形变势能所造成的板材翘曲就很大。
技术方案
接下来,我们可以针对群孔冲压应用中最难点的微孔距和微尺寸群孔冲压,来给出相应的技术方案。
⑴所谓微尺寸群孔冲压,是指每个单孔的直径与板厚之间非常接近的群孔冲压方式,如果按照材料材质来划分的话,那么在下述比例范围内孔洞尺寸符合对于微孔的定义:针对铝板,单孔孔洞直径为板厚的50%~120%;针对碳钢板,单孔孔洞直径为板厚的75%~120%;针对不锈钢钢板,单孔孔洞直径为板厚的100%~150%。
⑵所谓微孔距群孔冲压,是指每个单孔之间的边距与板厚之间非常接近的群孔冲压方式,虽然每个单孔的孔径远远大于板厚。这种方式最大的难点在于孔间材料在反复的冲压过程中所产生的扭曲和变形。
1)微孔/微距群孔冲压存在的问题:群孔模具的部分冲针容易产生断针。产生这个问题的原因在于,由于机床和模具的精度,以及对于冲针的加持问题,使得冲针与下模侧边产生不必要的刮擦或者扭转,从而导致了断针的频繁发生。
2)微孔/微距群孔冲压的前提条件:
①保证钣金工厂使用的是市面上有口碑的数控冲床,由于中国市场上的该类设备多如牛毛,价格从40~600万元不等,因此,使用单位首先要对自身使用的数控冲床有一个正确的评估,看看该设备是用于满足一般冲孔的需要,还是有更高的要求,从而决定该项目是否上马。
②即使是品牌机床,也需要考察该设备的使用状态,我们必须要使用机械式,或者光电式对中棒(图5),对计划使用的工位的对中度要进行谨慎细致的检测,如果该工位已经失去了原本应有的对中度话,那么该项目将无法进行。

图5 光电对中棒
③除此以外,使用单位还应同时检查该机床的夹钳状态是否完好,丝杠和运动单元是否运行正常,以防止在板材移动过程中的定位失效。
④使用单位还需要与最终客户确认,该零部件在加工时是否允许模具采用油浴润滑,是否允许板面刷油,如果客户允许使用润滑油(图6)的话,那么还要确认自身机床是否配有气吹或者点滴油浴润滑功能,如有请务必开启,如没有,则需要购置多把群孔模具,以防止冲压过程中产生不必要的冲芯和下模过热问题,最终导致模具快速磨损乃至报废。
在确保了以上边界条件无误后,我们就可以导入全导向模具这个概念,来完成微孔/微距的群孔冲压工艺了。
图6 模具润滑图
3)全导向模具特征。
所谓全导向模具实际上就是模具厂家,利用自身的高精度加工能力,将先热处理的高硬度材质进行硬加工,在确保模具导套不受后道热处理影响的同时,还引入高精度的研磨工艺,从而保证了模具的每个零部件具有尽可能小的配合比,使得整个模具的装配公差链达到最小。
以MATE生产的厚转塔超能全导向模具,或者村田马拉松全导向模具为例,最终体现在客户面前的是,其冲芯可以通过退料板的开口,同时在每边仅仅留下0.02mm的间隙,从而保证了冲芯在冲压过程中,可以直上直下,也可以落在下模开口的中心位置,从而在模具这一端,尽可能的保证了冲针与下模孔之间的对中度。
通过这种方式,在客户端保证了机床精度的同时,模具也将自身的精度提高到尽可能高的水平,从两个方面确保了微孔/微距群孔冲压的正常进行。
4)全导向微孔/微距冲压注意事项。
于此同时,客户端还需要密切注意以下的问题:
①机床的操作工是否受到过常规的培训,是否能够通过听觉和视觉来判断模具的冲压状态是否正常,是否需要研磨,是否需要再次调整工位对中度。
②该群孔产品的孔洞数量与密集程度将决定,该产品的加工是只需要一副模具即可,还是需要若干副模具来减少孔洞过多所导致的模具过热问题。
③工艺工程师是否选对了群孔模具的布局,以及是否编程了正确的蛙跳式群孔冲压程序。
④群孔冲压是否选择了相应的冲压速度和板材移动速度,是否执行了对于模具和设备的按时保养,是否执行了对于零部件毛刺状态的实时监控。



