您的当前位置: 首页 > 锻压文献库 > 钣金制作 > 正文
您的当前位置: 首页 > 锻压文献库 > 钣金制作 > 正文|
作为一种常用的结构件,钣金零件在通信、电子、汽车、农业机械等行业有着广泛地应用。其常用加工形式有弯曲、成形、冲压等,形状和尺寸精度互换性较好,可以满足一般的装配及使用要求。经过塑性变形,金属内部组织得以改善,机械强度有所提高,具有重量轻、刚度好、精度高和外形光滑美观的特点,与焊接、胶接等工艺配合,可使零件结构更趋合理,加工更加方便,是制造复杂形状结构件的主要方法。
国内多数企业虽然已经引入CAD技术,但对钣金下料计算大多仍采用等分投影法,与传统手工计算方法相比,过程虽有所简化,其实质并没有得到根本改变,只是将图板换成了“电子图板”。目前业界流行的SolidWorks、Solid Edge、Pro/ENGINEER等三维CAD软件均具有钣金设计模块,可以便捷地完成钣金设计,获取所需下料展开图,提高设计质量和效率。本文将以Pro/ENGINEER为平台,通过两个典型案例,对其设计过程加以简介。 1、45°斜交三通管 如图1所示,本工件由管1和管2成45°斜交焊合构成。
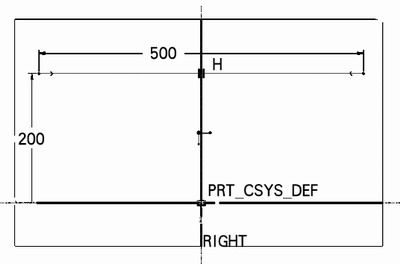
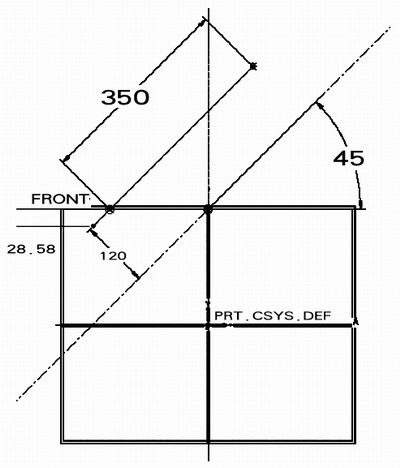
(1)斜交三通管 (2)管1 (3)管2 图1 45°斜交三通管结构图 其中管1下料计算步骤如下。 (1) 新建钣金零件,设定模板为“mmns_part_sheetmetal”。 (2) 选择下拉菜单“插入/薄板伸出项/旋转”命令,在top基准面上绘制草图,设定旋转轴为Front,双侧对称旋转,预留加工余量为1°,确定旋转角度为359°,设定相应材料厚度。如图2所示。 (3)选择“插入/切削/旋转”命令,设定草图基准面为Front,如图3所示,绘制草图,设定45°基准轴线为旋转轴,双侧对称360°旋转除料。 (4)选择“插入/折弯操作/展开”命令,选取钣金展开固定面为359°处预留接缝,规则展开全部表面后,即可获得管1的下料展开图。如图4所示。 (5)同上所述,管2下料展开图如图5所示。在本例中,用户采用拉伸切削或钻孔命令,均可达到相同的效果。
图3 绘制草图
图4 管1下料展开图
图5 管2下料展开图 2、圆锥台-圆管90°弯头 参见图6,弯头由斜切圆锥台管与斜切圆柱管焊合构成。本例中我们将采用Top-down设计方法,在装配设计中完成两斜切管下料计算。
(1)弯头 (2)斜切圆锥台管 (3)斜切圆柱管 图6 圆锥台-圆管弯头结构图 2.1 新建设计组件 设定模板为mmns_asm_design。 2.2 斜切圆锥台管的设计 (1)选择“元件/创建/零件/钣金件”命令,创建第一特征,如图7所示。 (2)选择“钣金件/薄壁/旋转”命令,设定asm_front为草图平面,asm_right为旋转轴,双侧对称旋转,确定旋转角度为359°,设定相应材料厚度。 (3)插入草绘基准曲线,选取asm_front为草绘平面,绘制45°分割线如图8所示。 (4)选择“插入特征/钣金件/切割/实体”命令,使用前述45°分割线切除圆锥台管多余部分。 2.3 斜切圆柱管的设计 (1)创建新钣金零件,定义asm_def_csys坐标系为缺省定位基准。 (2)选择“钣金件/薄壁/拉伸”命令,单侧拉伸,以偏距asm_right基准面方式,设定右侧圆柱管端面为临时草图平面,以斜切圆锥台管外侧椭圆正投影为草图进行拉伸,如图9、图10所示。
图8 绘制分割线
图9 设定临时草图平面
图10 拉伸草图 (3)选择“插入特征/钣金件/切割/实体”命令,使用45°分割线切除圆柱管多余部分。 2.4 下料展开设计 在进程中分别打开相应零件,选择“插入/折弯操作/展开”命令,选取钣金展开固定面为预留接缝处,规则展开全部表面后,即可获得所需下料展开图。参见图11、图12。
图12 斜切圆柱管下料展开图 3、结束语 (1)在钣金设计时,应根据实际情况修正Pro/ENGINEER提供的缺省折弯表,其中Y系数=(π/2)×K系数,以获得正确结果。 (2)预留加工余量( <360°)应根据零件实际尺寸加以确定。 (3)基于Pro/ENGINEER的统一数据库理念,推荐采用Top-down方法在装配组件中完成各钣金件配合设计,从而使工程技术人员摆脱二维平面的局限性和繁琐的设计工作,提高设计的自动化程度和设计质量。 |