���ĵ�ǰλ��: ��ҳ > ��Ѷ���� > ��ҵ��Ѷ > ����
���ĵ�ǰλ��: ��ҳ > ��Ѷ���� > ��ҵ��Ѷ > ����|
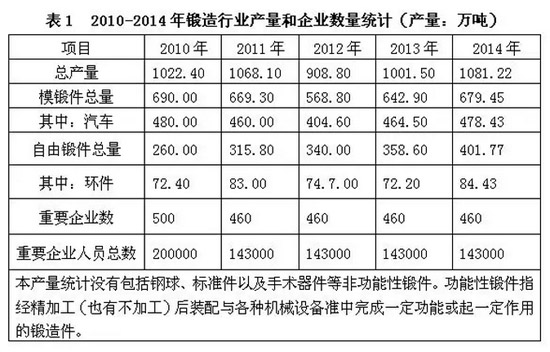
һ����ʮ���塱�ڼ���ҵ��չ ��ʮ���塱�ڼ䣬�ҹ��ڶ����豸�뼼�����������һЩ��ѧ�о��ͼ������أ�ȡ����һЩ�ɹ���һ���Ƚ������Գ��μ����õ�Ӧ���뷢չ����Ӧ�û����������ؼ����ռ�����ģ������װ�������ȷ��涼ȡ���˽�����ͬʱ�Դٽ�����������ҵ�ļ���������������չҲ�����˹��ס���ʮ���塱�ڼ�������ϵ����ɶ���Һѹ����ģ��ѹ��������һ�����ӣ������������ɶ���Һѹ����ģ��Һѹ��������ģ��Һѹ�������¶���Һѹ���ͼ�ѹ�����豸��ɽ��裬ʹ�ҹ���ͼ������ɶͼ���ģ�ͼ�������������������ӡ����켰����ģ�߲��Ϲ��Ʒ�ֵõ��˷ḻ������һЩ���ϺͲ�Ʒ������൱������˽��ڡ�һЩ�ȶ��ִ������ֶ���Ӫ֮������ҵ�ң��Լ������ִ���ʶ���и߿Ƽ���Ʒʹ�ü��ܵ�רҵ�˲�Ҳ���ϳ����ڶ�����ҵ�С�������ҵ��ҵ���Ӱ�����˳�����С��롰ʮһ�塱�ڼ���ȣ������Ʒ���ʻ��ٶȼӿ죬������ҵ������ʾ���������������ǿ���ͼ��ܲ���λ�������һ����1�Ƕ�ѹЭ��ͳ�ƺ�����Ķ�����ҵ�������
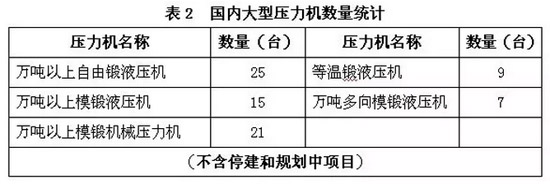
��ʮ���塱�ڼ䣬��ʼ�����˺��ա�����ȸ߶�װ������ҵ����ģ�ͼ������ܻ��ζͼ�������������һ�����ºϽ��ѺϽ����Ȳ���ֵȸ߶˲��Ͽ�ʼ���ж�����β�����ʹ�á��ѺϽ�����ᾱ������ǿ�ȿ�������¶ͼ��ɹ����ơ������ºϽ��������κͽṹ�ֳ�������ͻ�ƣ��ͼ���ߴ��2.2�ף��ᾶ�볤��֮�ȴ���1:25�����ºϽ���Ҷ������졢�ѺϽ���Ҷ�������ɹ����ơ��ɹ�������ͶӰ���5.5m2���ѺϽ�������Ƚ�5m���ѺϽ�β���ͼ������Ƚ�6m�Ĵ������Ͻ�����ģ�ͼ�����2�ֵij���ǿ�������ģ�ͼ�����ҵ����Ĵ���ģ�ͼ������շ������ؼ�ҶƬ���Ƴɹ�����һ�ۺ����켼��Ҫ�ߵIJ�Ʒ�����ﵽ�˹����Ƚ�ˮƽ����߾��ȱ��ڸ�Ͳ�ͼ�����շ��������óɹ�������˹��ں��պ���������Ҫ���ѱ��β��ϳ��εļ���ƿ�������ո߶˶ͼ���Ʒ��ʼ�߳����š��ر���Ҫָ�����Ǻ��պ�ҽ���õ��¶��켼���õ�ͻ�ƣ�����������������С�͵ĵ��¶ͼ���Ҳ���������ϴ�ĵ��¶ͼ����پ��ɿ��ԡ��ȶ��Ժ;����Է����Ŭ�������������㺽�պ����ҽ����ҵ��չ����Ҫ�� �ڴ������ɶͼ����棺������300��600MW���ٽ硢���ٽ����Ͱ���ǧ�������ٽ����ͼ��������ˡ������ӡ��͡�����������ǧ���˵��豸�ͼ������������߱������²��϶�֧�й�����������������ʮ���塱��Ŭ�����ִ�ͼ����ڹ�˰�Ż������Ѿ�ȡ������ھ������ֹܳ�̨�˹��ҷ��������ߣ���Щ����־���ҹ���ͼ����������Ѿ������������������Ҫ�� �ں˵硢������Ʒ�������ش���Ŀ�У����ֲ��Ϸ�ͷ��/�ȳ�������Ԫģ���������ȡ�óɼ���������һ���ļ������������顣����ʾ���ͻ���һ�ź˵��÷�ͷ����ĸ�÷�ͷ������������Ŀ�߱��ò���ַ�ͷ�ȵ��ͷ�ͷ��Ʒ��������������첢Ͷ��ʹ�á� ��ʮ���塱�ڼ�,�����300MW��ˮ�令�������ơ�����˸߸�ת�ӵ����ƣ���700�����ϳ����ٽ緢������������Ͻ�ת��Ϊ�������²����з�ȡ�����˹���ijɼ���ˮ��ͼ�ȫ��������Ӧ�Ѿ���ȫʵ�֡� �˵�ͼ��Ķ��칤���������ԸĽ�����Ч����˸ֶ������ʡ����������������塢ѹ���������嶥�ǵ������ﵽ�������Ƚ�ˮƽ���˵�˵���ͼ����棬�Ѿ��г����ṩ�������ӡ��͡��������˵���Ӧ��ѹ����������������������ˮ�����ѹ���ͼ����������ṩ����������AP1000�˵����ܵ��ͼ������γ�������ӦAP1000��ACP1000��CAP1400�ȵ������˵�������ܵ���ͼ���������������1100MW�˵���ٷ����ת�ӵĻ����ϣ�2014�����650t�ֶ������CAP1400�˵���ٷ����ת�ӵ����ơ��ٶֺ˼�����ֶͼ����칤�ղ����Ż��������뾧��������õ���Ч���ơ� ������ղ�����ע��������Σ��ֶ������ʽӽ�70%�����۸������⣬������ȫ�߱������������������������������ر��Ǿ߱������Ƚ���ȫ��ά������صĶ�����μ������豸����ȫ�����˹���ȫ��ά������������˽�������г����뾺���������� �ڴ��ͼ���ѹ��������Ʒ���췽�������˹��������豸��������,�������ʰ�����2.25Cr-1Mo-0.25V��2.25Cr-1Mo ��1.25Cr-0.5Mo-Si�� 15CrMoR�� 16Mn��HIC���� SA516-Gr70��HIC���ȣ�Ŀǰ�Ѿ��γɹ�ģ�����������������Ϊ����ʯ��˫����Ӧ���ش��Ͷͼ������������˶ͼ�ֱ����6350������7400mm�����ͳ���ѹоͲ�ȼ��ߴ�ͼ���ұ���豸�öͼ����棬���û�ϲ�á��۸�ͽ����������⣬ȫ��ʵ�ִ�ͼ���ȫ��������Ӧ�� ���ڿ�����ȫ�������μ����ʹ�ֱ��ѹ�����������쳬�ٽ�ͳ����ٽ���ͺ˵��ô�ھ������ֹܡ�����һ��ÿ��Ϊ���ҽ�Լ������Ԫ��㣬Ҳ��������˵�վ����ɱ���������ʮ���塱��Ŭ�����ҹ��Ѿ�����Ӧ�ô��Ͷ���ģ���豸����������ѹ��ͨ�ͷ���ȶͼ���Ϊʯ�ͺͻ����豸������춨�˼�ʵ�ļ��������� �����Ѿ���ȫ�����˼�ѹ�����������ͲĺͺϽ�ͭ�ĵ������������ر���ģ����ȡ�����ش�ͻ�ƣ������������о���������ʵ�����Ѿ����ڹ�������ˮƽ��Ϊ�ҹ������ͼ��ÿյ��ȼ������Ʒ��չ�����˹��ס� ������ҵ��չ���м�����ƽ̨�Ĵʹ������ģ��ʵ�鷽�����ֶ�����ḻ��������ͬ����С�ߴ緽��չ�� ��С�;��ܳ��ζͼ�����Ҳȡ���˺ܴ������һЩ���Ͳ�Ʒ��ú����г����������߱��������רҵ���쳧�������������ܶ������ҵ�ѽ������֪��Ʒ�Ƶ�������Ӧ����ϵ�����ֲ�Ʒ���ڹ��⣬�����ܹ�Ӧ���IJ�����Ŀǰ��Ʒ�Ѿ�Զ����ŷ�ޡ��������������ձ���������ӡ�Ⱥ�̩���ȹ��ҡ���������ˮƽ���ڹ��ڣ���ʹ��ҵ�ľ�Ӫ���������Է���չ���ر����й�������ҵ������һЩ�����㲿�����������ߣ������ڹ����г����Ѵ�������ˮƽ���۸������ռ�о��Ե����Ƶ�λ�� �������ͻ�������������չѸ�٣����ڿ�������ֱ��9�����ϵĴ��ͻ�����ͬʱ��Ҳ�����������ֱ���棨���ͣ���������Ʒ�����õ��˴���ȵ�����������ʵ���˹��ڵ���ȫ�Ը���Ҳ�������ش�������г�����ȫ��Ӧ�˹���������鷢չ�IJ����� ��ʮ���塱�ڼ䣬ͻ���˴����ĩ���ºϽ�ѹ������������Ժ�ϸ����֯���Ƽ��������Ƴ�ֱ�����ڧ�260mm��FGH96�Ͻ�ѹ���ģ����ľ����ȴﵽASTM11���������˶���շ��������²��ϣ���Ti2AlNb��TC18��GH230�ȣ������������ȼӹ����Լ����ղ����� ��ʮ���塱�ڼ䣬ԭ���ϵ�������������������õ����������ָߡ��С��Ͷ˵��ηֲ��ľ��棬�ö�����ҵ�и����ѡ��ռ䡣�ǵ��ʸֵ�Ӧ�ý�һ����չ��ijЩ������ҵ�ķǵ��ʸֶͼ������Ѵ�70%���ϡ����磺�����+������ǵ��ʸֶ��������Ѵ������������Ƕ�����Ҳ������Ӧ�á�������ǵ��ʸ�����ǰ��Ҳ��ʼ������Ӧ�á� P91��P92�ֿ����ȶ�������Ϊ������ھ������ֹ������˾��ס� ������ҵ����������һ������ĥ��������ø������ߣ�Ϊ�ҹ����ָ��������춨�˻����� һЩ������ҵ��չ�IJ���������������칤�����ڵĹ���һ�廯�о�ȡ���ش��չ��������õľ���Ч�档H13�ֲ���ұ�������Ͷ������ȴ������յ�һ�廯���촦��������ù���ר�����������������ģ�������õ���������� ���ڸֳ��ѿ�ʼ���չ����Ƚ������������չ�����ҵ��ұ�������ø֣�������ұ�����������ƻ��죬������������ֵָ���Ȼδȫ��������ڡ����⣬���ڸֳ�δȫ�濪��ר���䡢�¶����õ�ר�øֲġ� �ڻ�硢�˵��²��ϲ�Ʒ�������ش�ͻ�ơ�ұ�����棬����ˮ��ģ�����豸���Ż��ֶ����̹��գ��������������ұ���ߴ����ȸ�ȡ�ý������ر��Ǹ���������������Ƚ��͡����������ø�����ɢ���ʻ���������Ч����ƫ��������˲�Ʒ����ѧ���ܣ��ر���һ�غͶ��ص���ҵ��600��λ���ֶ����ͼ�������ȡ���ش��չ��80�����¸ֶ������Բ�����ע����Ч����˸ֶ������ʡ����ұ������ע�����⺬����1.2PPm�� ģ�͡���ѹ�������ò����������ϵõ��˿��ٷ�չ���������Խ����ǰ�д��Ͷͼ�����ѹ�����μ���������Ҫ�� �侫���ա����������켼��Ӧ���ڱ�ʽ���������侫�ͣ�����ʹ�侫�ͳ�������Ϊ���ͣ����Ҷ�ë�����Ͼ��ȵ�Ҫ��Ҳ���Է��ɣ�ʹ�Ա�ʽ���ͳ���Ϊ��Ҫ���η�ʽ���侫���յ�Ӧ��ȡ��ͻ���Խ�չ���Խγ����������dz��ֺͰ�����֣���Ϊֱ���֣�Ϊ�����ҹ��γ��Ͳ������ó�������ֱ����������ҵ�ѹ㷺���ñ�ʽ�侫������������Ϊ���ձ���ŷ��֮�������ȡ���˴�ͳ�������ӹ����յ�Ψһ���ң����弼���ﵽ�˹����Ƚ�ˮƽ�����У�ֱ�������μ���Ϊ�������״��� ���⣬������С��ͬ�����ݻ���Ħ�г�����צ�̺͵�λ���ֵ�Ӧ������ij��������Ҳ���ձ����С�ɱ��侫���������� �λ�伷ѹ����ȡ�ý�չ���伷ѹ���ε��Ƽ�����������ë���ͳ�Ʒ������ߴ羫�ȿɴ�7��������ֲڶȿɴ�Ra1.6-0.4 ���伷ѹ��ǿ������ʹ�Ƽ�����ѧ���ܴ�Ϊ��ߡ� �Ⱦ����շ�չѸ�١�С�Ͷͼ�ʵ���ɱ߱�ʽģ�͡���������г�������צ�����尼ģ��ʽ���ͣ��ܽ�ͷ��֦����ͼ�ʵ���˿ɷְ�ģ�ɱ߱�ʽģ�ͣ�ͬʱҲӦ�ô˹������������и�ѹ�ܽ�ͷ���������ܵ��ϵ���ͨ����ͨ����ͷ���侶��ͨ�ܽ�ͷ����С�Ͷͼ�С�ɱ߾��ͼ�������ƹ㣬��Ȼģ�ͳ���������һ�������ӣ�����ɱ߽�����Ŀɽ�Լ2/3����Ч������˶ͼ��IJ��������ʣ�����ʡ�˼����ܺġ� �¶��ۺ��������ȶͺ���͵Ļ����ŵ㣬��Ϊ��ʮ��������Ҫ�ķ�չ����֮һ����ʮ���塱�ڼ䣬�ҹ��¶��յ��з�ȡ��ͻ���Խ�չ��������Գɹ��д�ģ����ֱ��ֱ�����¶͡��γ���������ڹؼ�����λ�¶ͣ��¼�ѹ���õ��㷺Ӧ�á�ֵ���ᵽ���ǣ������¶ȺͲ�����֯���Ƽ������������¶��¶��ڲ����������е��¶��¶ȴﵽ850�����ߣ��Ӷ����������¶͵���������չ���¶����������Χ�� �λ��/�ȶ͡��侫�����Ϲ����ܵ���ҵ���������ۺ�����/�ȡ�����յ��ŵ����������Ҫȱ�㣬�ʺ��ڸ��ֽ������ϣ��Լ����ȳߴ�ϴ���ṹ��������ľ��ͳ��Ρ������Ӧ��ʵ����������������ϳ����пշ����ȶ͡��侫�����Ρ�����������ֱ�����ȶ͡��侫�����κ͵�������ڹؼ�����¶͡��侫�����Ρ� ��ǿ�����Ͻ�����������Ƴ��μ���Ӧ��ȡ�óɹ�����ǿ�����Ͻ���е��ŵ�ʹ���Ϊ�������������ɻ��ͺ��պ�������������г��㲿���������������ѡ��������ϡ��������ձ���õ��¶������������ڸ�ǿ���Ͻ�����������Ƴ����о����棬��ȡ�õĴ����Գɹ��нγ���ȫ�������巢�����ؼ������ѹʽ�������Ƴ��Ρ��γ��������յ�ѹ����2014���Ͻ�����������ʽ�������Ƴ��Ρ���Щ��������˹��ڿհס���ʵ�����Ͻ������μ���������ͬʱ��þ�Ͻ��Լ������������Ͻ�ij��μ���Ҳ�ڵõ��������Ӻ�Ӧ�á� ���ֶ��졣���������͡�Ш��������շ�����¶��졢���μ�շ����Ҳ��շ������������͵ȶ��ֹ��ա����͡�Ш�����Ͱ�շ���ѳ��첢�õ���Ϊ�㷺��Ӧ�ã���������Ҫ���һЩ�ѶȽϴ�Ķͼ�������Ӧ�÷�Χ����ʮ���塱�ڼ䣬ȡ�õ��ش��չ�ʹ����Գɹ���Ҫ�д��ͻ��μ�����շ���ʹ�������ȫ��ά��ͳ��Σ��Լ�Ш������ȷ���������������������������乤�ա�ģ�������豸�����ڹ�������ˮƽ�� ���ա����졢�������˶����ø��ºϽ�߶˲�Ʒ�Ŀ���ȡ�ý�չ�����켼���Ĵ��¶Ը��ºϽ�߶˲�Ʒ�Ŀ������йؼ������á����µĺ����ǽ�������ȼӹ����ڿ�����һ��ʮ�֪Mխ���¶ȷ�Χ�ڣ��ȿ���ͻ���ѱ��γ��Ͻ�Ķ���ƿ�����ֿ���ʵ�ֳ�ϸ�����졣���µġ������ס��������ɶͼ������������ס�����DAģ�ͼ����Լ��������ס����£�˲ʱ��Ӧ���ȵ�DAģ�ͼ�����ȱ����ʵ��Ӧ�õijɹ������С������ס����£�˲ʱ��Ӧ���ȵ�DAģ�ͼ���������ŷ���������ģ�ͺ͵��¶ͼ����������������ǵ������ɱ����������͡���Щ�����IJ��ϳ���Ϊ�ҹ����ºϽ��ѺϽ�����ֽ������켼���Ľ�����������Ҫ���ס� ���¶��켼������˳���ķ�չ���ü�����Ӧ�ô���ѱ��ν������ϵı��ο����������˲��������ԣ��ܹ�������״���ӡ��ӹ�����С�����ȸߵ�ģ�ͼ��� ��ʮ���塱�ڼ䣬��������������ڶ��칤��ˮƽ���������豸����ˮƽ�п�Խʽ��ߡ�����������������������ں��������ֵľ��ܳ���������ȫ�ﵽ����ͬ��ҵ���ˮƽ��ģ�߸���ϳ�ӹ��Ͷ����Զ������Ƚ����������ƹ���ռ��Ρ� ��ʮ���塱�ڼ䣬��������ģ����רҵ���������������������ᡢ̫ƽ�͡�ɭ����������ں��������ǵ�רҵ��Ӧ�̡��г�������רҵ���ͺ���������չ�� �ڹ����з����棬ͨ����ҵ�н������Ҽ������о����ģ�����������IJ��ϡ��ȼӹ����շ����ձ��������ֵģ�⼼������ֲ����������������Ϊ���칤���ṩ����֧�š� ��ͼ�̥ģ�ͼ����õ��ܴ�չ���ر����������˵��ÿ���ͼ�����õ��˺ܺõ�Ӧ�á���ѹ��շ���ȼ���ȡ���ش��չ����������ģ����ơ������ʹ�ü�������ȡ����Ҫ�ɹ��� ��ʮ���塱�ڼ䣬�ҹ����Ͷ����豸�������ӣ���������������800 MNģ��ѹ����195 MN���ɶ�����ѹ������ּ����ϵ����ɶ�����ѹ�����Ͷ��ʹ�á������豸�Ŀ��Ƽ���Ҳ�ڽ������ִ����Ķ��쳵���Ѿ������ڶ�����ҵ�����ڿ�ʼ½������ȫ�Զ����������ߡ� ���Ͷ����豸����Ѹ�����ӣ��߱��˴��Ͷͼ������������������300MN- 800MN������ģ��Һѹ���Ľ����ͺ�������ͼ�����������Ѹ�����������ܹ������ҹ�����������ͺŵĴ������庽�նͼ��ij�������ͨ��ԤӦ����˿��������ԤӦ���ṹ��ͻ�������ͼ�ѹ�Ͷ���ģ�ͳ���Һѹ���ṹ��Ƶ����⣬Ŀǰ�������360MN��600MN��ѹ���������С��λ��40MN/64MN-90MN/126MN������ģ��Һѹ�������ơ����Ͷ���ģ��Һѹ�����������ɣ��������һ���ܡ���ɫģ�ͼ���װ����ƿ�����⣬Ϊ����ģ�ͼ������ƹ�춨�˻����� �����꣬Ϊ��ʵ���ѺϽ���ϵij����Գ��Σ��ҹ��Ⱥ��з��ɹ��˳����Գ���Һѹ����ϵ����63 MN��100 MN��200 MNҺѹ���������ѹ�ơ���Ӧ��ѹ�ƺͶ�̬��ƽѹ��ָ��ﵽ�������ˮƽ��ͬʱ�����˴��ͺ��ղ��϶ͼ������Գ��ι��գ�ʹ���ͺ���ģ�ͼ������ﵽ�����Ƚ�ˮƽ��Ŀǰ250 MN������Һѹ��������Ŀ�Ѿ��������ؽ������ҹ��Ѳ�Ʒת�����������Ѳ�ҵ�ķ�չ����2�Ƕ�ѹЭ��ͳ�ƵĹ��ڴ���ѹ���������� ��ʮ���塱�ڼ䣬�Դ���Ͳ��ͼ����λ������;��ز�����Ϊ���������豸������Ӧ��ȡ�óɹ�����һ�������˴������ɶͶͼ�����������Ч�ʣ�����������ɱ���
����������רҵ����չ�������Խ���������רҵ���������Ѿ��γɡ������Ѿ�������ȫ���������ּ����ϵ���ģ��ѹ���������ǰ�����������ߡ�Ҳ�����ṩ��С����ģ���Զ��ߣ����ȶ��ԺͿɿ�����Ȼ��һ����Լ��չ��ƿ�������ڶ�����ҵĿǰװ���Ĵ��Ƚ�ȫ�Զ�ģ����������ȫ�����ڡ� Ŀǰ�����ܳ����������ִ�ģ���豸��Ҫ������4000���µ綯�������ʽ����ѹ������125KJ����ȫҺѹģ�ʹ���
�����綯����ѹ������Ʒ��ϵ�д�160�ֵ�2500�֣����������ƣ�������ߺ��ܡ����Ȳ��Ħ������ѹ����������������Ҫ���á�4000��ϵ�е綯����ѹ����ʵ���з������������ͼ�����װ��������ҵ�ѿ�ʼΪ�û��ṩ�Ӷ��칤�ա������豸��ģ�߿��������Զ������ߣ����������ϸ��Ʒ��ȫ��������Ľ�Կ���̷��� ��ʮ���塱�������õ�Һ����ͷ�������նʹ��������У�ȡ���µĽ�չ���Ѿ������ȫ���ĸ��������������豸�ܺĽ���80%���ϣ�Ϊ���һ��������ܣ������ŷ������˹��ס�Ŀǰ��������������ر��Ƕ���˹���ڴ���ʹ���������� ����ģ��Һѹ���ͼ�ѹ�������������������Ҫ���Ѿ���������������������Ҫ�ļ����٣�ÿ�������ٶȣ�Һѹ�����ٶȺ�λ�ƾ��ȿ��ƴﵽ����ˮƽ�� ��ʮ���塱�ڼ䣬�ҹ���һ���������д���շ�������켼�������ܿɿ��Ժ��ȶ�����Ҫ�Ľ���������ʵ���˹������� ����ģ���ձ���üӹ����ģ�CAM���ӹ������¯�ȴ�����ʹģ�߾��Ⱥͱ�����������������ߡ�������ҵӦ�ü����ȴ����������ȴ����ȼ���������������ģ��������ijЩ��ҵ��ͳ�Ʊ�����һЩ�����ģ��������ԭ���ļ��ټ�����ǧ����������2��3������е�������ߵ�5������ϡ�ģ�����������ʹ��������ʱ�������̣�����ɱ�������͡� ���ɶ�Һѹ�������ܻ������������Ҫ����֮����װȡ�ϺͲ�����Ҳ�з�չ�����ڿɿ��Ժ��Զ��������ֻ����Ʒ���������豸�Դ��ںܴ��ࡣ ����ҵ��ʶ֮ʿ���й���ѹЭ�ἰ������ҵ��֯�ĺ����£�������ҵ�˲Ź�������һЩ��������û��ʵ���ԵĸĹۡ�����ҵ��ʶ���˲ŵ���Ҫ�ԣ���ʼ��һЩ�˲ŵ��������ٽ�����������ȻҲ��һС������ҵҲ��������һ���Դ��˲Ź����������������������˲š�һ��ץ�ڲ�������һ��ץ�ⲿ��������ϲ���ǣ�������ҵ����ҵ��ԭ���ĵ������˿�ʼ���������˲ŵ�˼����ж������ǡ�ʮ���塱�ڼ��һ���ش������ �Ͷ����˱��ػ�Ҳ��һ���ش���˲Ź���������һ���棬ʵ������������������һ���棬�����͵���Ƹ��һЩ��ҵ�����������еش���dz������������Ļؼ����ںţ��Ӷ������Ͷ������� ��ʮ���塱�ڼ䣬�ط��������������ɹ�ģʽ����ҵ�����������ѧģʽ���ͳ�ȥѧϰ��ѵģʽ������չ�˲�����������ֵ�ÿ϶��� ֵ��ָ�����ǣ���������ļ����������պͼ������أ���ͼ����켼��ˮƽ���˳���ķ�չ�������Ͷ����˴�������˲š������γ��˴�ͼ����ϺͲ�Ʒ������Ҫ�ĸ����˲š����������з���ת����ִ�кͻ��㴴�µĸ������˲Ŷ�����ϵ�� �������ģ�⼼����ʼ��ģ�͡����ɶͺ�շ���ȶ��칤������ʹ�ã���Ч������˶ͼ��ϸ��ʣ�����������ʵ��ijɱ�����ʵ������ҵӦ��Q-FORM,D-FORM��������������Veracdģ����������������������Ч�ʡ��ڶ��칤��ģ�ⷽ�棬��ģ���������⣬�ܹ���Ըֲ�������ƫ����������磺ģ�����ķ�����ƫ�������������IJ�ƫ��������ģ�⣬���Է��֡�ƫ���������ڶͼ��Ļ������λ�ã������ڶͼ��ں������ʼ�������ʱ��ֹ���ѡ��˷��������ڶͼ��������ھͶ�ԭ���ϡ����칤�ռ������տ��ܳ��ֵ���������Ԥ�⣬�Ӷ���ǰ��ȡ��Ӧ��ʩ���Ա��⡣ ��ʮ���塱�ڼ䣬ģ���������ܸ���ǿ��������ģ��������������飬������������ڣ���������ȷ�ʡ�����Ӧ����ANYCASTINGģ������,�ȴ���Ӧ����SYSWELDģ��������ָ�����������²�Ʒ��������ָ�����ã��������������������Ʒ����������Ч�ʡ� �����������������������棬��ҵ��������ʶ��������Ч�桢��������������ȫ�˹����ƶȡ�һЩ��ҵ����ERPϵͳ��ʵ��������칫���������˹���Ч�ʡ����г����ۡ����ʲɹ����������ȡ��ɱ����㵽�ִ�����ȫ��ʵ�ּ����ϵͳ���ǡ����ֻ�����Ϣ������ģʽ��ʼ��Ӧ�ó��ԣ�ʹ���쳵����ֳ������õ��ܴ���ơ�����������Դ���ý�Լ���ձ���á���ƽ��ȡ����������ҹ��͵��������֯������ ��ʮ���塱�ڼ䣬һЩ������ҵ�����רҵ���쳧�����˺�����ҵ��ͬʱ���������ҵ���й������賧Ҳ���Ȳ����ӣ���Щ��Ϊ�й�����ҵע�����µĻ�����������ҵ�����ͬ�м佻��������������˼���Ͻ��ܹ���ͬ�кͿͻ��Ĺ���ģʽ���ر���������ҵ��Ӧ�̣��ڿͻ��ƶ��£���ҵ���������������������������ҵ�淶�ӹ졣 ���ա���˼һ�����з�һ��������һ��������һ�����ļ�������˼·��һЩ��ҵ�������з������ͿƼ�������ϵ����Ŭ��������������ѧ�о��㡢���̻��о��㡢��ҵ���о���������������㡱�� ��ʮ���塱�ڼ䣬һЩ��ҵ����������ϵ��һ�����ƣ���ϵ���ܺͻ������û�����ɣ������˽����ơ��淶��н����ϵ��������Դ�����ƶȼ�һϵ���˲��������ȶ���������ѡ�δ�ʩ���γ��˹������µĻ�����Χ�� ���ش���װ������������Ϊ�������ش�����з�ΪĿ�꣬���������ҵ�ļ��������������û���ͬ������ͬʱ�����õ���ҵ��ҵ�Ͽɡ�һЩ��ҵ��ȫ��֪����УԺ�������˹㷺�ĺ�����ϵ����չ��������ȡ���裬Ч�����ԣ����þ�������������ҵ�е�һЩ��ҵ�е��˹��ҡ�ʮ���塱�Ƽ�֧�żƻ���ǣͷ�����ش�Ƽ�ר�������ͬʱҲ�е��˹���863��Ŀ�������ص�Ƽ��ƻ���Ŀ���ڴ�ͼ��������棬һЩ��ҵĿǰ���ڿ�չ���ҵ������˵���Ͷͼ����˷�Ӧ��ѹ�����������Ϳ���ʽ�ȴ�������װ�������͵�������װ�����������ض�������������칲�Լ������ӹ������ȹ��Ҽ�������з��� ������ø�У���о�Ժ���ĿƼ��˲š�����װ����Ƽ��ɹ�����ҵ���Ѿ���ʼ��������ҵΪ���ġ���ѧ�С����ϻ��ƣ�������г����ٷ�Ӧ�����������˼����������գ�ͻ�Ƽ���ƿ����ʵ�ּ��������� 2010�꣬һ��ǣͷ�齨�ˡ����Ͷ�ѹװ���빤�մ���ƽ̨������Ϊ�������Ͷ�ѹװ���빤�մ��µ���Ҫ��������ƽ̨����ҵ�ڶ����ҵ���������о����ģ���ʿ����վ����һ��ʽ������ҵ�еõ������� ������ʮ���塱�ڼ���ҵ���ڵ����� ������ҵ���ڵ���Ҫ���⼯�б���Ϊʹ�õ��Ƚ������豸�ؼ��豸�㲿���������ڣ��������һ����������Ӧ������ҵ�Ͳ�Ʒ����ƫ�٣���ҵ���˾��Ͷ������ʺ���ҵЧ���ձ�ƫ�ͣ����պͲ�Ʒ�����ȶ��Բ��㣬��ҵ��չ�β�룬�Լ۸�Ϊ����Ķ��Ծ����谭����ҵ�Ľ�������Ա��ʧ�ߵ��˲����ز��㣻�Ƚ��Ĺ�����ʽ��ģʽ��������ȱ���Ļ���֧�ֶ�������ʽ����ҵ�����������������г�����ԭʼ������Ӱ�������ҵ�ļ������кͷ�չ��������ҵ����Ծ��ںϺͺ���û�н�չ�����й���Ӱ�����Ĵ��Ͷ��켯�ż���û�С� ר�����˲Ŷ�ȱ��Ȼ��Ϊ����ҵͻ����ʹ�㣬ȱ����רҵ����ҵ�쵼�ߣ������˲��������߲����ơ���Ա�������淶����ҵͶ���˲������Ļ����Ծ����ž�������ҵ�ҵ�һ����������ǿ����������������Լ�����ˮƽ�ߵ���Ա���ѡ� �����רҵ�˲�ȱ�����ܶ�ѧ�����ѧ����Ը����¶�����ҵ��רҵ��������ʵ���������ѽڡ�һ�߲����������������ϵģ�����Ĺ��˺��١��ܶ�ߵ�ԺУ�Ӿ�ҵ�Ƕȿ��ǣ�ȡ���˶�ѹרҵ������ְҵ�����Ҳ�Ѷ�ѹ����ʦȡ������������ҵ��רҵ�����������ѧ�ֱ�Ӧ�Խ�����������������ң�����Ч���棬����������Ҫ�������������أ��������ƺ��谭������ѧ������Ӱ������ҵ��ѧ�Ļ����ԡ� Ŀǰ������ҵ��Ա��ʧ���أ�ȱ����ʵ������Ĺ��̼�����Ա(���չ�װ���)���豸ά����Ա(������Ա��רҵ������Ա)������������Ա�Ϳ�רҵ�ļ�����Ա�������Ĵ����ԱȽϲǰ�˺õľ��顢���۵ĺõļ���û�еõ����С� ��ҵ��Ҫ�˲ŵijɳ��ó�̫��������̫�ࡣרҵ֪ʶ������ְҵ��������ʵ���������ѽڣ��ر���רҵ����֪ʶԽ��Խ����ʵ��ְҵ��������ƫ����֪ʶ������������ʵս����û�еõ���Ч�Ķ�����������ȱ���ˡ��Ͷ����١������������˻������ˡ����֡��Ͷ�����Ҫ���塣 ������ҵһ����ȱ���ִ���ҵ�����˲ţ�ͬʱ����ѧ����ҵ������ҵ���ڶ�����ҵ��û�еõ����á���ҵ��֪�����ʹ����Щרҵ�ı�ҵ������û������ָ����ʹ����Щѧ������ҵ�����ı�ҵ������ҵ��֪���ø�ʲô������˵��ѧУ�̵Ķ�������ҵ������״�����ѽڡ� ˼������ҵ������ִ���������������ҵ���ִ���ת���и�������IJ��֡��������ʣ���������װ������ĸ�����������Լ��������ơ�������ʽ�������ҵ�ĸ���й�����ҵʵ���ִ����ıر�������Ȼ�������û��˼������ҵ���������ִ������裬������������ҵ���ִ�������˳��ʵ�֣������������ơ�������ʽ�ͼ���װ�����ִ���Ҳ���Գ���ʵ�ֺͽ����� �й�������ҵ��ǰ���ڵ�����Ҫ����֮һ�ǹ������⣬��ȱ�ٷ����й��Ļ��Ĺ�����ʽ����ģʽ����Щ���ʵ��֤������˾�ʮ����ġ��豸�뼼�����족������Ŭ�������ʺͼ�������ʵ���Ų�ҵ���ִ������Լ���һֱ���еġ�TQC������ISO��ꡢ5S������6�������ƹ�ȡ���������ͼ���ƶȺͱ�����ʵ����ҵ�ִ�����������ȡ�úܴ�ɹ����Ӹ�����˵��û���ִ�˼������ҵ���û�о�����Щ˼���ϰ�ߵIJ�ҵ��������������ִ�������ҵ������������ת��Ҳ���Է�����Ҫ�ִ���˼���������ʹ�úͲ����ļ������豸�����á�Ҳ����˵��ʹ��ҵ���㣬��ҵ�Իͣ���ӵ�Ƚ��豸�ͼ������հ��˺ܶ�Ĺ���ģʽ��Ӧ�����������������Ҳ����������ܶ����ҵ��������ҵ��չ���⡣Ȼ����Ҫʵ��˼������ҵ������ִ�����������Ҫ��ҵ�Ļ����裬����Ҫ����ѧ�Ƶ��ƽ������ִ��Ļ��������ͽ��衣 ������Ч�桢��ɫ�������Լ�ת�����������������û��ͳһ������û�����������ĵ����Ч��û�д����ó�Զ����ǰ�Ĺ�ϵ��ת������û�з��ڹ������豸�ͼ�����������Ч�ʺ�Ч���ϣ����������������������ر�ֵ��������Ǹߵ���Ʒ�Ķ���ģ��������һЩ��ҵ����Ϊ������ҵ�в�Ʒ�����ھ��Եĸߵ������ȫȡ�����û���������Ʒ������������ˮƽ�����ɱ�����
������ҵ��ҵ���������γ�ս�����˵���Ը�ͷ�ʽ��û�б��ձ���ܣ�Ҳû���γ�һ��Ӧ�еĺ����Ļ���Χ��������ҵ��û��һ�������������й�ͨ�ı���ϵ�� ��������Ϊ����Ʒ����¢�ϣ��ڹ�ҵӦ�ò�Σ������Ͽ���������Ʒ�ƣ���������Ԫ������������չ�Ρ������������Ԫ������Ҫ�з�����FORGE��������DEFORM������˹��QFORM�ȡ����ڻ�û�м�������Ķ���ģ��רҵ������������������������Ԫ������Ҫ�б���������������������Ԫ����SciFEA������������ѧ��������������JIFEX�ͱ����ɼ���˾��FEPG�ȡ��Ǹ���ҵ���ռ������������ƣ�CAD����ģ������Ҳ���������������죨CAM���Ρ����ڼ������ֵģ�⣨CAE�����棬�����������Ͷ�����ҵ����ʵ��Ӧ���⣬��ҵ�ڴ���ҵ���ǿհΡ���20��ǰ�������ģ�⼼���ڹ�����ո�����ʱ�������й��о���λҲ��������չ���Գ���CAE�������о���������ȡ���൱�ɹ��������������ڹ��������ľ���ѹ���£��ѻ���������Ϣ�ġ� �������ݿ�Ļ��۲��㣬����ģ������ʵ��������ϲ������У����ֻ���Ƽ���Ӧ�ò���Ҳ�ǵ�ǰһ���ش�Ļ������Լ������⡣ �²����з�������Լ��ѹ�����ķ�չ���ں��ո߶˶ͼ����ѺϽ������ķ��棬Ŀǰ���ڵĹ�Ӧ����Ҫ�б��Ѽ��ź���������������һЩ���ͺź��շ�����ת��������������̡�ѹ�����̵ȣ����ѺϽ�ԭ���ϵ�Ҫ��ܸߣ����������IJ��ϵ������ȶ��Ի��д���ߡ�����C919�ɻ���������Ϊ����Ӧ�ʺ���֤�ȣ��������ò��ϼ��ͼ�������Ϊ����ɹ������߲��ù���ԭ���Ϲ�Ӧ���ṩ�Ĵ�����ġ����ȣ��̷������÷������ò�Ҳ����ͬ��������� ���ڵļ��Ҷ��쳧�ң�����ݰ�������ƽ�����ݺ���ȣ�������߶˺��նͼ��Ĺ��ʾ���������˹���������������˾����RR��GE�ȵ���ͼ����������Ǽ۸�ѹ�ýϵͣ����ߣ�������Щ���ⷢ������˾��Ҫ����ù����ԭ���ϣ���Ҳ�������ҹ��ѺϽ�ԭ���ϳ��̵ķ�չ��ȱ����ԭ���Ϸ������߶˺��նͼ��Ĺ��ʾ����� �ҹ��ظ���ҵ��û����ʶ���ظ������ĸ��Ի������ظ���ҵ�����²��Ϻ���߲��ϳߴ�������ȶ��Է���û��һ��ͻ������ʶ��������ҵ����ҵ�Բ��ϵ���Ҫ����ʶҲû���ռ������ϡ����졢�ȴ����ͼӹ�����һ�廯�о���ϵ��ʶ��ʵʩ���ܹ㷺��������ҵ��ҵ��û��һ��Ӱ�����Լ���Ϲ�Ӧ�̵ı���ϵ�����������öͼ����÷ǵ��ʸִ����ƺŶࡢ���ࣨ�ӣ���������ͳһ���ҷǵ��ʸּ۸�Ӹ߲��£������������IJ�Ʒ�����ƹ�Ӧ�á� ȱ����������֪ʶ��Ȩ���Ƚ������豸��Ҳȱ��Ϊ����֪ʶ��Ȩ�����豸�ṩǿ��֧�ŵĶ����豸�㲿�����ҹ������Ķ����豸�����࣬���Ƚ��豸��ռ����С���ر��Ǹ߾���Чר���豸���٣����������豸�߸�������û�У��������ʸߡ������������¾�����ͣ��������Ӱ�������ҵ�ķ�չ������С�Ͷ����豸���Ʒ��棬�������
��������70�����������¹���ķ�ƹ�˾���ͻ�����ģ��ѹ���������켼����������δ�г�ϵͳ����ģ��ѹ�������-���켼�����֣�Ҳû�����ϵͳ����ģ��ѹ�������������������衣��ȫ���������й�������ҵ��չ����Ҫ��Ҳ��������е�����豸������ģ�µõ���������ߣ��������˼���������Ϸ���δ��ˮƽ���ԡ� �����ͬ�������豸���ҹ�����������ȣ����ǻ����ܴﵽ����ʹ��ˮƽ��ԭ���ǹ��ڵļ������Ļ������������ȶ��ԡ�ģ�������������Լ��Զ���ά��ˮƽ�������ϴ� ��չ���������ܱ߸���װ���о��Ľ��١��ҹ��ڶ������ҵ��Ҫ�������Ч�ʣ������Ͷ���������Ҫ�ƹ����ʡ��װ�á��Զ���װ�ã��Խ��Ͷ��Ͷ�ǿ�ȡ����ģ�������ͽ��ͷ�Ʒ�ʣ���Ҫ�ʺϵ��Զ��ߴ����˹�������������״�ͼ��ijߴ�����λ�������������߲����ֶ�ԭʼ�������з��Զ����������������Ͷͼ������ù����ߵİ�װ�������ֶμ���װʱ�䳤�Ұ�װ���ȵͣ��������Ч�ʵ���ͼ�����ƫ�� ģ�߷�������������Լ�������ɱ��Ľ��ͺ�Ч�ʵ���������ģ�߸ַ��棬������רҵ�ֳ�����������Ʒ�ƣ�ģ�߸ֵ�����ˮƽȷʵ��һ��ֳ��IJ�Ʒ�ã���Ҫ�������ȶ�����������ģ�߸ֵij��Һܶ࣬��ȱ�����ƣ��������ȶ��ǹ���ģ�߸ֵ�ͨ���� ����Ӳϳ�ӹ��ǵ�������ģ���������Ƚ���������5�������ĸ���ϳ������������������չ���졣5�������ĸ��ټӹ����ı���������ش�ר�������Ŀ����Ҫ��Ժ�������ҵ��Ŀǰ�������ܹ����������ҵ���ߵ�ֻ�й���Ʒ�ƺ�����װ�ĵ͵��θ���ϳ��������������������ҵ�Ƚ�ˮƽ��5�����ظ���ϳ�ӹ����Ļ���Ҫ�ӹ��⣬��Ҫ�Ǵ�ŷ���ڡ������豸�۸�߰���Ӱ�쵽����Ӳϳ���Ƚ����켼���ڶ���ģ�ӹ�������ƹ�Ӧ�á� ���⣬����Ӳϳ�ӹ��õ���Ҳ����Լ����ϳ���ƹ����Ҫԭ��Ŀǰ�������ڸ���Ӳϳ�ĵ�����ȫ���������ڣ�¢���Եļ۸���϶��εĴ������̰���ʹ�����û����еĵ��߳ɱ��Ӹ߲��£������ڸ���ϳ��ģ�ɱ������У����߷��ó�Ϊ���ɱ����ɡ� ������ҵ�ڣ���ҵ��Ϊ�������µ�������δ�γɣ�������ҵδ��������Ч���������������������˲Ŷ��顣�����г�������Ӱ�죬��ҵ�ڼ������ء��²�Ʒ�����ȷ������Ϊս������Ͷ���ϵ��ظ�����ˮƽ�������������ԡ���δ�γɹ���������ļ��������뼼��ת�û��ƣ�һ������ڼ��������뱣�أ���һ����ͨ�������ۡ�������ȡ���Ȳ����������Ϸ��ļ�����ʧ���ء���У������Ժ���ȿ��е�λ�ڶͼ��������µ����ò������б���Ե����Σ�ա�һ������е�λ��������������ҵ������չ����ҵ����ʱ���ѽڣ����Ҷ���ҵ������������Ľ����Ч���ޣ���һ������ҵ�ڿ���Ͷ�벻�㣬��������е�λ�γ���Ч��Эͬ���¡�
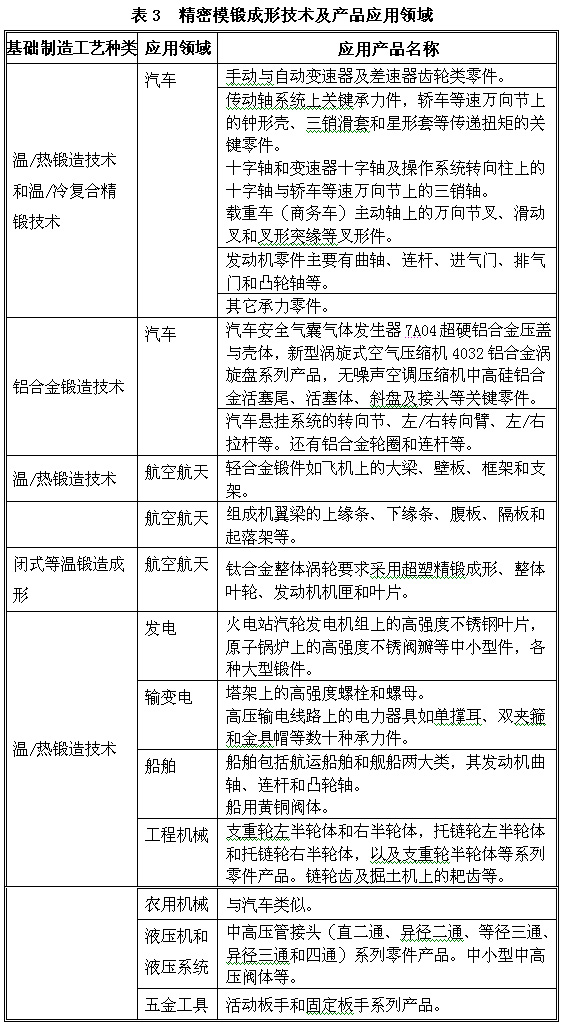
ģ�ͳ��μ������нϴ�չ�ռ䣬������ͺ���Һѹ��ģ���չ滮��ģ����Ƽ����ͱȽ��ͺ����������ҹ�֮ǰ�Ĵ���ģ�ͼ����������ǻ��ڴ��ͣ�����Һѹ���ٶȿɿصĴ���ģ�ͼ�������û���������������ѺϽ𡢸��ºϽ�����ǿ�ȸֵ�ģ���պ�ģ����Ƽ������Ե÷dz�ȱ����������ʵ���У�����������϶ͼ�������Ȼ�����ô��͵Ĺ��չ淶�;������ƶ�����·�ߺ����ģ�ߣ����û�з���Һѹ����������ƣ���ɶͼ�����������������ƫ�͡����ο��������������ij��֡� �ڴ�ͼ���ҵû���γ�ϵͳ�Ե��з�������Ŀǰ�IJ�Ʒ�о���������Ծ����Ʒ�γɵ���ʱ�Ŷӣ������о���Ȼ��ȱ������ҵ���з�����Ҳȱ��Ӧ�еļ������ƣ�������ҵ���ڼ����з��˲ŵĹ���Ҳ�ϻ��ң����˲ŵ����ӳ̶Ȳ������ӹ��Һ���ҵ���濴��������ǰҵ����ʶ֮ʿ���Ը��ַ�ʽ�����ʾ�������ڹ���ȱ����Ӧ������������ҵ����ʧ�أ����¹��ڴ�ͼ���ҵäĿ��չ��������֪����ǰ�й��Ķͼ����������������潲�Ѿ������������������ܺͣ��ڵ�ǰ���������£�������ҵ�γɶ��Ծ������棬���ֶͼ��г��۸��Ѿ�������ҵ�ijɱ��۸�����ҵ���ڹ������������������Ҳ�Լ��͵ļ۸����Ź����г�����ɹ��ڴ�����ͼ�������Դ�����в�������������Դ�����ã���Ҫ��ͼ�������ҵ�ձ����ٿ�����Ӫ�ľ��档 ��ҵ���滷��ؽ�����ơ�����ҵ��Ա����ȱ���ϸ�ķ���Լ�����û�������Ӧ�̵������ԣ��ö�����ҵ����������չ�ľ�������һЩ��ҵæ��ƴ�۸��ö�����ҵ����ռ�һֱ����С�� �������ʳɱ����ߣ�������ϵ��˰����ϵ������Լ��ҵ��չ��������ҵ�������ѹ������֮��ҵ�����˲š��ʽ𡢿�����������ǿ����ҵ����������������ҵͶ�ʵ���Ը���ߣ�����������ҵʵ����ҵ�ִ������Ѻܴ� ���Ҷ��켼�����豸�о����������֧�֣��������Թ��д��ͼ��Ź��Ҳ���֧�֣����Բ�����������ί�����������Ƽ�������Э���Ų��ȵ�֧�֣����Եط������ڶಿ�ŵ�֧�֣���û��һ���������ҿ��Ի�ͨЭ����֧�ַ�����ص㣬�����ظ�֧�֡�����֧�ֺ�֧�ֹ�ʱ������ʱ�з����� ����֧�ֿ�������������ʵ�죬���������ϵ����ҵ����λ���������������������������λ����ҵ��֯��ѡ������Ҳ����ɹ���Ͷ��֧����Ŀ��ƫ� ���������г����ر��Ǹ����м��������߸���ֵ�Ķͼ�������Ʒ���������ķݶ�ȫ�ɹ��˾¢�ϣ�������ҵֻ�����ۺ��г������ʺͺ�����ҵ��������ҵ���н��룬�г������dz������ڹ��ڶ�����ҵ��չ�� ��������Ĵ�ʩ ������ҵ�ӹ�ҵ�Ļ�������ʵ�ʶ�����һЩ���⣬�������Ч���ƽ���Щ����Ľ����ȫ��ҵ���ٵ��ش���⡣������Dz��ܹ�Ѱ�ҵ���Ч���к�ʵ�ʵĽ��;������ҵ���ܹ�ʣ���۸���Ծ����Լ�Ч�ʺ�Ч����µ��Ե����⣬�Լ������������⽫���Եõ���Ч���ơ� �����ƶ���ҵ�Ļ����裬��ʵ�γ������ڹ�ҵ��չ�������Ļ������ǽ����ǰ���ҵ��չ�������Ҫ�Ļ�������1978��ĸ↑��,��������һ�ξ������Ƶı��,Ҳ��������һ���ľ����ڷ�,��һ��ʵʵ���ڵ��й���ҵ����,����һ�γ����Ļ������ݱ䡣�ƻ������������г���������ת���ǹ��ҹ�ҵ���ı���֮·���г���������������������˵���ǹ�ƽ�������Ծ��÷�չΪ������Ļ����衣�����������,�й��Ķ����,ǿ���˹�������,���ſ����й�����Ա�������Ӷ�����ʷ��ǰ�����������ߵ���Ա�������ʹ��ںϡ��⼫����ƶ����й�ũ���Ļ���ҵ�Ļ���ת�䣬�ƶ��й������Ļ�˼�����ɢ�������쾫����ķ�չ����ǰ�����г��������У�ǡ�����������й��Ĵ�ͳ�Ļ����������������졢���ܿɿ������ŵ�һЩ�г�����������Ļ�Ԫ�أ��Ѿ�������˫Ӯ�����²����ڡ���ϸ�����ͳ��ŵ��µ�������Ļ����Ѿ��������ε��������й��Ļ�Ԫ�ء����Ѿ���Ϊ�˵��������г����õ��¸������Ԫ�ء����������Ѿ�����һ���IJ�Ʒ���ԣ��������˵����ʽ������������˵�����ܼ�������һ�������IJ���������������˵����ʺ��˵���������ҵʱ����������һ���Ļ���������������ϵ��һ���ǹ�ҵ��������Ҫ�Ļ�����������û�һ��ɳ������ؿɿ��ľ������ֺͷ��������������ᳫ������ֵ���Լ����Եͼ۾���Ϊ�����ִ�˼�������Щ���з���������е�˼�����Ϊ������������������й�Ԫ�أ��ǶԹ�ҵ�Ļ����ش��ס� �й���ҵ�����Ǿ�������Ŀ�ģ�������ɼ������Ǵ������Ļ����������dz־õ����棬���DZ������ڹ�ҵ����Ҫ�����Ļ��ܽᡣ������ҵ������ҵ�еĻ�����ҵ���䷢չ����ܵ����Ϲ�Ӧ�Ͳ�Ʒ�����û�����Լ��Ҫ��������Ϊ���������ע��˼������ҵ������������ⲻ��������������������ҵ����ҵ��չ��Ҳ�������ƶ����ǵĺ�������������ǰ��������ҵ��Ҫ���µ�˼������ҵ��� �������ŵĽ�����Ӯ��˼�룬��������չ��Է��Լ�äĿ������Ļ���Ҫ�ر����Ӽ���ʶ���Ļ��Ľ��С� ������ϰ�ߣ���Ϊÿһ���˵��Ծ���Ʒ����Ҫ�Ӹ��˵������Ļ����������ִ�����ѧ�����������˵�����ϰ�ߡ� Ҫ�ر����Ե���桢��ƫ��ȫ����ģ���澫ϸ�ȵ�˼ά������ʵ������ʵ�����Σ������뵣�����Ļ������� ������ʱ�䡢ʱ��ڵ�Ϊ���ߣ�������Ч�ʺ�Ч��ΪĿ�ĵľ�ϸ����˼άģʽ��ʵ�־��������ֹ���Ĺ������ �Ͷ���ϰ�ߣ����������ʺ����������֣�����Ҳ��һ��������һ��˼ά��������ѷ�ʽ�����ԡ����첻�綯�Ŷ��֣��Ͷ����ٺ��Ͷ����Ǵ���Ӧ��Ϊʱ����˼������ ������һ�ֱ��ܣ��õ�����Լ���������ʱ����˼�룬������Ӯ���ܼ�����Ϊ�û���ѧ��Ҳ���뾺�����ֵ���ѧ�� �����Ǵ����������ϰ������������Ķ�ҩ���������ڹ�ҵ�е���Ҫ������û�н�ȡ�������ġ�û�м���Ͳ�����Ķ�־��û������������Թ�������������������Ϊ�����ĸ�Դ�DZ�ί���˵ĺǻ����չˣ���ȱ�ٶ�������ͷ�չ�����ľ�����֡�����Ļ��ڼƻ�����ʱ��Ҳ�õ������ļ�ǿ�� ҪΪά������֧���ɱ����ó��ų�Ϊ��ҵ����Ҫ��ʵ���� ʵ��������Ȼ�����ʱ����Ҫ������˼�룬��ȷ���������ʵ����������˼��������Ҫ��ʵ������˼���ڹ�ҵ����ĺ��IJ��Dz���Ҫ�Ƶ���ֻ��������Ҫ��ȷ�������Լ��ͱ��ˣ�һ�����ܿ����Լ��ͽ����Լ���ʵ����ҵ�Ƿdz������н��������ģ���һ�����ܿ����Լ���ҵ����û�����ϰ˵���ȷ˼������ҵ�������ҵҲ��Ҫ�����˲��͵��յġ� �����˲��������ƣ��Ż��˲ŷ�չ�����ǵ�ǰ��ҵ�˲Ź�������Ҫ���ݡ�һ�ǹ���Ҫ�Ե��µĸߵȽ�����ְҵ������ϵ����ϵͳ�ĸĸ������ҵ�����������ѧ���������У���ƶȣ�������ҵ��������ܽ���ѧУ�쵼������������ҵ��Ҫ��ʵҵ��Ҫ�����˲����������ǹ���Ӧ��̨֧����ҵ���ڲ�С��ְҵ��������˰���ϸ�����ȷ��֧�ֲ�������ȷ�ķ��ɵ�λ������Ҫ�о�������ҵ��֯����ҵ��ѧ���ƹ㲻ͬ�ڵ��½���ģʽ��ְҵ�������ٽ���ģʽ����ϵ�� ����Ҫ�ϸ���Ա�����淶���ڷ��ɲ����Ͻ�������Ա����ҵ������Ա�����ƶȣ�������ҵ��Ա�����Ļ����ԡ� ��ǰ���˲ŵĻ���������Ȼ�ڸ�У��һЩ��ְҵѧУ����Ϊ��ҵӦ��ʶ����רҵ������ר����������������Ҫʵ����ѵ�����о������ʦ�������������ҵҪ�����о��ڵ�ǰ��������ο�չ�˲Ź�����������������Ա���������Բ������Ѳ�Ϊ���������ˡ� ������ҵ����ҵҪ�����о��Ͷ������Ͷ���ͬ�����ڵ�ǰ��������������½������Ƶ��Ͷ��ƶȣ��ž����������Ա��������ҵ��ɵ���ʧ��Ҫվ��������ҵ����ҵ��չ������ĽǶȿ�չ�˲�������������������Ϊ�˲Ź����ص��˼�룬������������������ҵ�Ļ��ص���˲Ŷ��顣������չ���ͳ�ȥѧϰ����������ѧ���������ƣ��ƶ���ҵ��չ�ڲ����������ۣ��γ�ѧϰ�Ļ���������Ϊ�ϸ���Ч���˲������ƻ����ж��취���ر�Ҫע������������˲��ܹ����桢���ĵ�������һ�߹�����������ҵ��ҵҪע�⽨�����У�Ϳ���Ժ���Ľ��ܺ�����ϵ�����������˲š� ������ҵҪ�����ƹ�ʹ�ù���ģ��������ģ��������������һ���²�Ʒ�������ߣ�����һ����Ʒ���յĸĽ����ߡ����켼��������ģ�⼼���Ľ��Խ��Խ���ܣ���Ϊ�²��ϳ��μ����о��Ĺؼ������ż�������Ƶ����ּ����ķ�չ������Һѹ���ض�������ģ���豸�����Ӽ����������Һѹ�����������Ƶ���Ч��ϣ��Ӷ�ʵ�ֲ��ϳ��μ�����������Ŀ�ѧ����Ϊ�о�������ٶȡ��������Լ������¶ȶԲ������ܺ�������Ӱ�����ͬʱҲ���Զ��Զ��������ϻ���������˵���Ӧ�Խ����о����ƶ�������ģ���������������������Ľ��裬���Ƴ����о���ʽ�� ��ǰӰ�����ֻ���չ��һ�����������������ܸ߾��ȵĴ���Ԫ����һ�е����ֻ�����Ϣ�����ǽ����ڸ�֪���źŵ�ȷ�����ϵģ���˴�����չ�ü���������Ҫ�����塣 ��ͼ����ۺϲ��ϡ�ұ�������졢�ȴ����ͼ��Ϊһ��ĸ�����Ʒ�������켼�������漰��רҵ����ѧ�ƣ����Ұ�����ұ���ȼӹ��Ⱦ���ʮ�ָ��ӵ����ڻ��ƺͶ��ֹ������ء���ˣ���ҵ����ҵ����ת�䷢չ���Ҫ����ʵʵ�ҳ������ϵؽ��м������£���������ͻ�ƺ����ղ�Ʒ�ĺ������켼����ʵ�ִ�ͼ���Ʒ��������ʡ���Ч���ͺĺͻ����ɿصķ�չĿ�ꡣ �о�Ժ������У�������ҵӦע�ػ�����ǰ�ؼ������о������磺��1����չ����ȼ�����Ͷͼ��ļӹ������о�����ɫ���ܶ�����ι����о��ȣ���2����ǿ�Ծ������Գ����豸���з����ȣ���3����ǿ�������Լӹ������з�����Լ���Ϻ���Դ�����ټӹ��ѶȺͼӹ������������ļӹ����ȣ��������������������������ӹ���������δ��������ҵ����ɫ���족��Ҫ�� ����ͨ��˰�ջ�ר���ʽ���֣�������ҵЭ���ǡ�������벿��ǣͷ��������Э����չ��ϵ���ٽ��ҹ�������ҵ����У������Ժ��֮�����ϵ��ͨ�ͼ�����������ַ���Э����������ã�ͨ���ٰ�һЩ�������ۻᡢ����ɳ���Ȼ����ͨ���ޣ�ʵ�ֹ�ͬ��ߡ�����Ӧ��ַ�����ҵЭ������ã������о������������������졢��Ŀ���̵�֧������Ӧί����ҵЭ�����������ȡ��ҵЭ��������Ӷ���ʵ�ܽ����������ʵ����ҵʵ�ʡ� ����Ҫ��ǿ�������Լ����о����ƶ���ҵ����������������Ҫ���ر����о����������ú������о����ƣ����о���������������Ȩ����ҵ����֯��������о��ɹ���֧�ֿ��⡢��Ŀ�����ijɹ���������ʵ��������Ӧ�÷�Χ�� ����Ӧ�����ƶ���ҵ�������·�չ·��ͼ���ƶ������ҵ��������һ�廯�Ŀ���ս�ԣ��γɶ����豸�����칤�պ�ģ����������ϵͳ��һ�廯�����������͡��ȡ����ͱ��洦�����ֲ�ͬ�Ĺ����ܳơ��ȼӹ�������Ϊ������һ����ͬ����Ҫ��������������ۡ���ν�ȼӹ���Ҫ��ʹ���ֽ������ʺ���ʹ��Ŀ�ĵ����ܶ����м��Ⱥ���ȴ���̡�����˵�����͡��ȡ����ͱ��洦��������������ս��������������˵�Ҳ��������ݡ��о������������ܶԶͼ����������γߴ羫��Ӱ�죬���չ����Ƚ��������ϱ��ƶ��������ҹ�����������ҵ�����ﵽ�����Ƚ�ˮƽ��������չ�����������𡢶����������˻��Լ��������ȵ��ʡ�����Ҫ���������ȴ����Ļ����Ͻ�һ����չ���α��ȴ��������ٶͼ��Ľṹ�ߴ磬�ﵽ��������Ŀ�ģ����ͽ����ṹ���ò��������ݵ�ǰ��õ����ݣ����ֹ����ܽ�Լ����20-30%������Ӧ���������⣬��չ��ϵ�ͻ����о�������ҵ�������º���ҵ������չ��Ϊ��Ҫ����Ա�����о�����ʵ����Χ�Ʋ�ҵ�������µķ�չ�������ָ��������ϵͳ���������ҵģ�ͼ���Ʒ���ȵ͡��ӹ������ܺĸߡ�����Ч�ʵ����漰�IJ�ҵ�������⡣��Աȫ��ҵ�ĸ����о�����ʵ���ҶԲ�ҵ������չ����������о����γ�Ȩ���IJ������ݿ⡢�������ݿ�ȡ���Щ�ɹ��γ���������Ƕ�ڶ����豸�С�ʹ�����豸�Ĺ��ܷ����Զ��������ֻ�����Ϣ�����칤�յ�Ҫ�����������ҵ�����弼��ˮƽ�� �����ƶ���ҵ����ϵ������������ҵ��֯����������ȣ������ɹ�Ӧ�̡��û�Ϊ��ϵ�ı��ƶ���ϵ�� ������ҵӦ̽����������������Ҫ�Ļ������Լ������о����ˣ����û�һ������Ʒ������ϵ����չ����������ƽ̨ս�ԡ� ����ȫ��ս��˼ά�Ϳ�����Ұ���г��������Թ����г�Ϊ��������ڡ������г�����ת�䡣���̺���չ���������г����ƽ������г����ء���ע��չ�й����г�������������豸�ij��ڡ��������˲�ҵ��չ�µ��г������㣬��ռ�г��Ȼ�������������ͨ����ҵ��չѸ�٣��г�DZ�����Ƕ�ѹ�����Ĺ���Ӧ������Ӧ���մ�����ҵ¢�ϣ����뾺�����ƣ�Ϊ�������¿��ؿռ䣬�ٽ����켼����չ��Ҳ��ʹ�����ͨ����ҵ��һ�����ͳɱ�����Ʒ��������߹����г��������� ����Ӧע�ⷢ��˰�նԲ�ҵ����ҵ�ĵ������ã��ӿ��о�������ҵ˰���ر����ߣ��Ӷ��ƶ�������ҵ��ת��������������ҵҪ��ʵ����ת���������������������Ծ�������ȷ�ķ���չ������ҵ������ת��������һ�����㲻������⡣������ҵת�������Ļ��������Dz��ϲ����¼������¹��գ��ӿ촫ͳ�������̵ĸ�����������ǡ����ʵ���������̡��Զ�����רҵ������Ϣ������ˮ��������ɫ�������ﵽ����Ƚ��Ͳ�Ʒ�ɱ����������Ч�ʣ��ȶ���Ʒ������Ŀ�ꡣ������ҵ��ת����������ע�ط������ͷ���ʽ��ת�䣬����ע���뾺�������ദ��ʽ�ĸı䣬����ע���빩Ӧ�̹�ϵ�����졣������ҵ��ת���������������ڽ�Լ�ɱ�����������߲�Ʒ��������������ɫ�������������ҵ���Ͻ����� �ġ���ʮ���塱�ڼ�ķ�չ��������� ģ���Ƕ�����Ҫ����ɲ��֣�ģ�Ͱ������¶ȷ�Ϊ�ȶ͡��¶ͺ���͡�ģ����ҵ����������ȡ��º��侫�͡����������ȡ��º��侫�ͳ��μ��������䲻�ɿ˷������㣬Ϊ�˿���ʹ����/�Ⱦ��͡���/�Ⱦ��͡���/�侫�ͼ��������ֹ��ո��϶��켼����Ϊ�˵�ǰ����ҪĿ�ꡣ��Щ���Ϲ��ղ������нڲĺͽ��ܣ��Լ���������Ʒ��ѧ���ܺ��ƻ������ŵ㣬������ʹ�������Գ������ܸ��á����ο���С������ʵ����������������Ч�ʸ��ߵ����ơ� ���ͼ������Ƚ����켼������Ҫ��ɲ���֮һ�����ͼ����Ľ�����Ȼ�ٽ������ӹ������Ŀ��ٷ�չ��������������������ίԱ����飬����ҵ�������Ĺ����У����켼��������ռ62%��Ϊ������������Լ70%���Ͻ��������辭�����Գ��Σ����ȡ��º��䣩Ϊ���ļӹ���ʽ�ӹ�������������Ͻ���ȫ�淢չ�ȡ������侫�ͼ���������Ҫ��ս�Ժ���ʵ���塣 ������չ�ȡ��º��侫�ͼ������Ͼ��ͼ�����ͬʱ����ǰ��δ��һ��ʱ���ڱ����ص㷢չ��/�Ⱦ��ͼ����������Խṹ�ֺ�ǿ�����Ϊ������/�Ⱦ��ܶͼ����ϵ�������ϵ��������ǿ�Ⱥ�����ǿ�ȡ���ӳ����ѧ���ܵ���ʵӦ����Ӧ���ϵ������ϵ�����ݿ⡣ ��ճ��������Ԫ����Ϊ�������о���/�Ⱦ���������Ʒ������������������ģ������Ϊƽ̨��������/�Ⱦ���ģ���Ż���Ƶ�ģ�����ϵͳ�����ƺ�ɫ������/�Ⱦ����գ�����λ��/�Ⱦ��ͺͱ�ʽ�ɱ���/�Ⱦ�����Ӧ�õķ�Χ����һ���о���ǿ��������������Ƴ����¼������ƹ���Ӧ�÷�Χ�����պ��ƹ�Ӧ����/�Ⱦ���ģCAD/CAM�����������λ��˫��/������/�Ⱦ���ѹ������������еѹ�����߾���ЧҺѹ��������������Ⱦ�����������Զ���������װ�á��������ƹ�Ӧ����/�Ⱦ����Զ������������������Զ��������ߡ� ������/�Ⱦ��ͳ��ι��ռ����淶����� ���ͼ���Ӧ��ǰ��ʮ�ֹ㷺��Ҫ���˼�룬��չӦ�á�Ҫ������չ���պ���������ؼ������ǿ���Ѽӹ����ϵ���/�Ⱦ��ܶ��죬�Լ��γ������������/�Ⱦ��ͳ��κͻ������ס��׳ߴ缶�����/�����κ��¸�ѹ�������մɽ������ϵľ��ܶ���ȡ��ڷ�չС�Ͷͼ����Ⱦ��͵Ļ����ϣ�������Ͷͼ����Ⱦ��ͷ�չ���ɵ����ͼ����Ⱦ�����һ�������е���Ҫ������������Ⱦ��ͼ��ɷ���չ��ע�ؿ��������ͨ����̹�˼�װ�׳��ȸ������س������ľ���������ȡ�����ּ����������ѧ���ܡ����������γ�����ϵͳ��ת��ڡ���/��ת��ۡ���/�����ˡ���Ȧ���������Ͻ�ͼ����Ը�ǿ�����Ͻ�ȡ���ṹ��ʵ������������չ���ʷ������ͽγ��������յ�ѹ�������и߹����Ͻ���������Ⱦ��ܶͼ�ȡ��ѹ�����������������������������������徫�ͳ���ȡ���������������ϵ�������ӻ�í�ӻ���������Ϊһ����ķ������졣�о������ܶͳ��Σ�ʵ���Ա������Կմ�ʵ�����������죻����ʹ�ó��ι�����ֵģ�⼰���ղ����Ż�������ʵ�ֶ��칤�յij����Ľ����±��г���δ����Ҫ�ľ���ģ�ͼ������ƷӦ�÷�Χ��
���϶�ģ������Ӱ���Ӧ��չ�²��ϳɷ֡��ȱ�����Ϊ��ȱ�ݺ���֯���ܿ����о����о����ϳɷ�����֯���ܹ�ϵ��ұ������켰�������ȴ�������ļ����о���Ҫ��ǿ���ǵ��ʸ�Ӧ�õĻ����о�Ӧ�ܵ����ӡ������ǵ��ʸֲ���ָ�꣬�������칤�ղ����Ĺ淶���ͺ����������ͺ����ղ�����ȱ�ݵ������������ͬʱ��Ҳ��Ҫͳһ���ʸֽ�����֯����������ͳһ����GB/T3077��ѧ���ܵ���������д���͵��ƺţ�ȷ������͵���ȴ���Լ�⼰����Χ������ͳһ��ҵ�ڵ��ȴ����淶�� ���ɶ�Ҳ�Ƕ���ҵ����Ҫ��ɲ��֣����ɶͼ�����չ��ͻ�����ܡ��ڲ�Ϊ���ߣ��Է�չ���ϡ����칤�ա��ȴ����ͻ��ӹ�һ�廯�о�Ϊͻ�ƿڷ�չ���������ɶ��еĴ�ͼ����켼�����Ʒ�����Ǻ������ɶ�����ҵˮƽ����Ҫ��־�� ��ʮ���塱�ڼ䣬��Ҫ���н�����ͺ˵�ȫϵ�жͼ��������˵��ñá������ܰ弰�����ȵĶ�����Ρ�Ҫ�ر����Ӻ˵����õ����١��۸ߵ�������С�Ͷͼ���������������ʮ���塱�ڼ䣬Ҫ�ܳ������������ת�ӡ����ֻ��ᡢ�ߵ������ʹ��õ�������ͼ����ر�Ҫ�ڲ�Ʒ�����ȶ��ԺͿ��Ƴɱ������ش�������˷��û�ʹ�õIJ���ȫ�У��Ӷ��ڹ����г���ȷ������������λ����ھ������ֹܺʹ��ͻ�����δ�����ŵ����ķ�չ���ߵ���ھ������ֹܺʹ��ͻ�������һ���ķ�չ�ռ䣬���ݵ�ǰ�����������ͼ�δ��������չ��Ҫ�����ڳ����ٽ�ת����9-12Cr��������ұ�����գ���������Ni ����ϡ���ظֶָ���ұ�����ƺͽ���������ʵ�����ֻ����߿������ֹ��ա�ͨ��ұ��������ר����Ϸ���ϵͳ�о������Ƶ�¯ұ�����ְ���������ֶ����������ܿ���ϵͳ��ʵ�ֹ�����Ƽ�ұ��������ȫ���̼�������ƣ��ȶ����ƴ�ͼ�ұ����������ѧ�ɷݡ�C���ȶ�������0.01%ƫ�Χ�ڣ�ƫ��������1.04����H��������1ppm���Ͻ�ṹ�֡�O��������15ppm��������ͼ�������̹ؼ�����ָ�������ϵ������������Զ���ϵͳ��װ�ã�ʵ�ִ�ͼ���������е����ֻ�����⡣�����о������С����ٲ��ͻ�����ë���ͳɱ����칤�գ����н�����칤�պͳɱ����Ʒ�����������ֱ��Ͳ�ڶ��������Ƹ��Ϲ����ƹ������ƶȣ���̨�ױ����ƶȣ���ֵ˰�Ż����ߵȣ����ƶ�90��ǧ�����ϼ�˫18�����ͼ��ڹ����û���ʹ�ú������ƣ��ƶ�������ҵ���ù��������ת�������ֻ�ת�ӵ��ش��Ͷͼ�����չ���ֶ����ϳɷ֡����ƫ���������ȼ�ұ��ȱ�ݵȾ�ȷ���Ƽ����о�����ͼ��ڲ�����ȱ�ݡ�����ȱ���Լ��־����쾧�Ȳ�����֯ȱ���γɻ��Ƽ����Ƽ����о��ȵȣ���Ҫ�ڲ��ϡ�ұ����������ȴ����ȵ�����Ļ����ϣ���ǿ��ͼ�����ȫ���̵ļ��������о����������ֲ��ϼ�������ϵ���ӿ��ƶ��ض�����Ĺ��ڼ����������������ڹ��������õ���Ӣ�Ķ�����ҵЭ�����ʵ�ֱ����ʻ�������Ӧ�������⣬�����й���ѹЭ���ͼ����»����ã���֯��չ��ʵ�ĵ����о���ȷ�������������ƺͶ����ѵ㣨�������ȡ����졢�ȴ��������鹤���������ù���������ʽ��������ҵЭ����н���������ã��ƶ��齨���ڼ��������ϵĴ�ͼ���������һ���������������ɵ�����������ұ����ҵ���ͼ�������ҵ���ƶ��������������ˣ�ʵ���û��������̵��������ƽ��û���ҵ����ͬ�������� �о����ƹ�����ҵ�ؼ����պ�װ�����Լ�ģ�ߺ���������ϵͳ���Զ��������ֻ�����Ϣ�����弯�ɽ�����������ļ����з�������Ӵ�����������ҵ���ܻ�����ˮƽ���о���������װ�����䱸Ƕ��ʽ�Ķ���������ݿ�Ͷ��칤�����ܻ����������ܻ����쳵��Ķ�����������ϵͳ�����������쳵�价��������ܹ���ϵͳ�������ƶ�������ҵ����ִ��ϵͳ(MES)����ҵ��Դ�ƻ�����ϵͳ(ERP)�Ĺ㷺����ȷʹ�á� ģ�ӹ��豸�DZ���ģ����������Ҫ�������߾���ģ�ӹ��豸��Ȼ����ҵ���Ŀ�ꡣĿǰӲ�ȵ���70HRC��������ļӹ������ܴﵽ0.01���ף���Ӳ�ȸ���76HRC��ģ�ӹ����������0.001���ף�����ģ�ӹ���˵�Ǹ������������ͳɱ����Ա��ν��������������ģ�߸֣��������ڴ����߾��ܳ��β�Ʒ���ȡ�����ϳ��ʹ�ý��Ȳ���չ�������͵���ģ�ߵ�ϳ�����ڽϴ�Χ�����ͳ�ķŵ�ӹ������ŵ�ϳ�����ܵIJ������������ἷռһ���ֱ�Ӧ�Ǹ���ϳ���г��ݶ ��ɫ��ѹ�����Ǽ�ѹװ���뼼����չ����Ҫ����֮һ����Ч���ܺļ�ѹװ��ϵ�л����γ�ϵ�л���ҵ������ҵ��ȫ���ƹ��Ե���Ϊ��Ҫ��������ѹ�����ܺļ���������ϵ���ƶ���ѹ���ռ����ķ�չ�����������ӡ���ɫ��ѹ����װ�����ܻ����ڽ�����ѹ�����ܺļ���������ϵ�Ļ����ϣ����Ŀǰ���缼���ͼ�������Ƽ�����ͨ�������о���������ɫ��ѹ����װ����Ч���ܹ���ϵͳ�����ѹװ�������̡� ��ǿ������ȫҺѹ�������ѹ����ƿ������Դ�����ȫҺѹ�������װ��Ϊ�о�����ͨ�����۷����ͼ����о�������������װ���Ĺؼ��������⣬���պ��ļ����������ƴ����;������װ����ͬʱҲ����Ҫ��չ��Ӧ�Ķ��칤���о��� ����ģ��ѹ������ѹ����Ӧ�õ����ӡ��������������ҹ���ɻ��������ͨ�����ͷ����豸�ȼ����Ŀ��ٷ�չ���Դ���ģ�ͼ�������������������ҹ�ģ��Һѹ��������ɶ���ѹ������δ�γɺ����Ĺ��ϵ�У��������ͷֲ���Ƿ������100MNģ��ѹ������ƫ�ࣨ�ݲ���ȫͳ�ƣ������̨���������ѽ��ɵ�400MN~800MN֮�䵵����������豸ѹ���IJ�����ߣ�Һѹϵͳ��������ѹ���ɸ�ѹ��ѹ��չ���е������ߴ�63MPa����ʹ��Һѹϵͳ�����Ӵ�Ͷ�ʼӴ��ù���������ѹ������ʵ�ֳ���ѹ������ļ���·�ߣ���ʹģ��ѹ���������������١��������õ��ṹ��ʹ��ѹ���ṹ���ӽ��գ��նȸ��á�ͬʱ������Ͷ�ʣ���Լ����Դ�� ���ܶ����豸�ؼ����Լ����о��뿪����δ����һ�����㡣�����װ�����ؼ��������ϼ����ϼ�����ר��ϵͳ���˹����ܼ������ŷ�ֱ�������������ŷ�����������ͻ����Ӿ��ȶ�����Ҫ�Ŀ����о�������װ�����IJ����Ŀ���Խ��Խ��Ҫ���´�������չ����װ������ϵͳ�����١�����Һѹ����ϵͳ�������ŷ�����������������ȵ����ơ����ž��С���������ˮƽ���ġ�NTR���������װ�����������ι��ա����ƹ���Ӧ�ã��ҹ�ȫ��ά������켼������ش��չ�����ڸ��豸����������������ؽ�����ͬ��λ��ѹ�豸����ۣ�ʹ���Ͷ����豸������ר������չ��Ϊ���ܣ�ʹ����һ����������ι�����ͬ�Ĵ������ɶͼ���Ϊģ�ͼ�������ʽ�������������������е���ܡ���������ɱ�����߹����г��ľ��������˿��ܡ���л�����С�ͻý�������շ����Ҳ��շ����Ӧ�����ӻ�������-շ��-���ϵ�ȫ�Զ��������ߣ�����������ȶ��Լ�һ���ԣ��������Ч�ʣ����ƻ��������Ṥ�˵��Ͷ�ǿ�ȡ������ͽ��滷�������ƿ��Լ��ٻ�е�ӹ���������߲��������ʣ������ֲ������Ľ�����ά����������������ͼ��и߾���������̨���ȡ�Ӧ��Ԥ�������ա����Ƴ��ι����Լ�շ���豸���Զ������Ƽ����Ƚ�һ���Ż��� δ��5�꣬������ҵ�������Ƚϴ�ı仯����ͳ������ʽ�����ĵ���ֵ�ͼ��������Ӳ��ҡ�һ����äĿͶ�ʡ�����ʵ���������������Ķͼ�������ҵ�ᱻ�ȹرա�2016-2020�������ҵ�ھ��ܶ��졢�Զ��������ֻ�����Ϣ������ȷ��潫�з�չ�������淶�������ֶ���ȫ���豸�Ƚ�ʵ�á���Ʒ��ɫǿ����ҵ�Ļ��ִ��Ķ�����ҵ���������ռ䡣Ϊ����Ӧ���չ����Ҫ��������ҵ��ҵ���������µ����� �����ڲ��ϡ����칤�ա��ȴ���������ļ���֧�š��²��ϣ������������з�������ι����о��ᱻ�г�ǿ�������ָ����ܲ��ϣ���ǿ����˨�ø֡����Ͻ�þ�Ͻ����¶��øֵȣ������ϵؼӴ���Ӧ��һ���������������רҵ�������ٻ����Զ������߾��Ⱥ߿ɿ��ĸ߶����ܶ�������豸���ߣ�����ǿ������ͳ�豸���Զ���������������Զ���������ʹ�õIJ����������������ƹ��ά�����õ���չ���䱸����������װ�õĶλ��ģ��ѹ�������λ�¶�ѹ�����Ͷλ���ѹ������������������ӡ��¿ؾ��ȴ�+/-5�����ڵ����Ͻ�������¯���ȴ���¯�Լ����λ����ʽ����λ�������煶ͳ��λ�Ӧ�ø��ࡣ�������������Ч�ʺͲ��������ʵĹ��ոĸ�����ǿ�������ܡ����š�������Ч�����������ӹ��Ͷ��칤���������ӡ����Ͻ������ι��ռ�����ȴ��������о��Ϳ����Ṥ���о���õ���ǿ�������뺸�ӣ��������������Ƕ���ս������������칤�ռ�������������������Ǵ����ڲĺ�ʵ�����������Ƚ����գ���������չ�������Ʒ���ƶ����ὥ����ͷ����ֹܺ��ӣ�����������ֹ���Ƕ�������������ӡ���������豸���������ŷ�ѹ�����Ŀ����������ڶ�ѹ���豸�Ķ������ģ�߿������伷ѹ��������̽����ӫ����������Լ������Զ�����ģ���Ŀ����ǵ���֮������ѹ��������ʩ�еĿ��ٻ�ģװ�á���ո߶ȿ��ٵ���װ�ã��������豸�ĸ��죩����������е�ֵĿ����������ܻ�����еĿ����Լ������ܼ����豸�Ŀ������Ƿdz����ŵķ���ģ�����������������ж�����ҵ�ص���ؽ����������⣬��ˣ����������ģ�������IJ��ϡ��ȴ��������洦�����¼����������ӡ����ܡ�������ģ����������ӡ�����⼼���������Ӧ�ã���Ϊ������ҵ������ҵ�У�ֱ���ṩ�㲿����Ʒ������Ϊ���ơ�δ�����꣬�Ⱦ����ִ������ֶ���Ӫ֮���������ִ���ʶ�߿Ƽ���Ʒʹ�ü��ܵĶ���רҵ�˲Ž�����ҵ����Ľ��㡣����ר�ҡ����칤��ר�ҡ��ȴ���ר���Լ�ģ����ơ�������������ҵ��������ϵά����ģ�ӹ����IJ�������ά�������̵ȶ��Ǽ�����˲š�����һ�廯���ر��ǻ������������Զ����з����ӹ���������˲ŵ�Ҳ�������˲š��ͼ����ι���ģ������������ǿ�����ⷽ����˲�����Ҳ��һ����Ҫ�ķ��档�ͼ��������������������������������������������ر��Ƕͼ�������������������һЩ�����û��в����ͷ������á� �塢���߽��� �ƶ��ƶ���ҵ�ȼ��������϶�����ҵ����һЩ�豸�������������ܸߺ�����͵Ķ�����ҵ���������ƶ����������г���Ϊ����̭����������ɫ����װ�����롰�ش����װ�����У���ʵ֧�ֿ����ձ�ʹ�õ�����װ���������о��Ϳ����� �ƶ���ʵ���еIJ�ҵ˰�շ������ߣ�Ӧ�ƹ���ֵ˰�������Ż����ߣ�����ֱ��Ͷ���ԵĹ��ҷ��ֺ�֧����Ŀ������ʵ�����ŷ�ǿ��Ҳ���ԶԸ��¼�����ҵִ�и����ߣ������ԶԲ�ѧ�п�����Ŀ�ƹ㵥λ��Ӧ�õ�λִ����һ���ߡ� ���Һ͵ط�����Ҫ�ƶ���Ӧ�����ߣ�������ҵ��չ�����ơ����顱��������ҵ��������ǿ�г�����������������ҵ�ӿ���ҵ��Ȩ��Ԫ�������У���ǿ��ҵ�����������ƺ���ƵĽ��跽������о�������������ҵ�Ļ�����Χ���й�װ������ҵ�����ƺ�ǿ����в�ҵ�ṹ����֯�ṹ�ĵ��������飬���Ʋ��š���ҵ�͵����������Ӵ���ҵ�����顢�������ȣ��������װ������ҵ��ϵ������ȫ��רҵ��������˼·����������һ���ڹ������о������Ĵ�����ҵ��һ����ǿ������ר����С��ҵ��Ⱥ��ѹ����ʣ�ġ����������������Ӵ��ƶ����ؿ���û�з�չǰ;��ҵ���Ʋ����˳����ȡ� ������ǿ��������ϵ�������ó��ų�Ϊ�г��м�ֵ����ʵ���������о���ҵ˫�����²�ҵ��չ�������ƻ������ã�������ҵӦ���ȡ��˫���ƣ����ж�����ҵӦ���˳��� ������ҵЭ��������֧����Ŀ�ĿƼ�����Ȩ�������豸�뼼������˰����Ȩ������֧�ֵļ�����Ŀ�����Ȩ�ȵȡ� �ڷ��ɲ����ϣ�ȷ���߶��˲ź���ҵ�����˲������ƶȣ���ʵ������ҵ��ҵ��Ա��������ѵ�Ļ����ԡ��ڵ�ǰ�����£����Զ���ҵ��չ��ʵս�ͼ������������ƶ�˰���Żݹ������ߡ� ���ƽ���ϵͳ���д�����ҵ�����ʺ�֧����ϵ�ͷ�ʽ����ʵ������С��ҵ������ռ䡣������ҵ�о�������������˰ǰ�۳����ߣ�ʵʩ��ҵ������������ƻ����ӿ��¼������Ƚ����ü�������ҵ���ƹ�Ӧ�ã�ִ�нϵʹ�������ʣ���С��ҵ�Ŵ����������ƶȡ���ʵ���컯������ߡ��ʵ���߶�С����ҵ������������̶ȵȣ��������ڻ��������С��ҵ���Ŵ������ʵ��ſ�����ʱ������ʡ�������֯�ʽ�ι�����С���ڻ������������ʵ��ſ�С����˾��һͶ���ֹ߳ɱ������ƣ�����С���ڻ������ӷ������㣬��������������죻�ƽ�����ծȯ�г����裬�ӿ쳡���г����裬����Ʊ�ݡ�����ծȯ���������кͶ������ʄ����й�ģ����չ���֤���պ����ñ��յȴ�ʩ��ͬʱ��֧��С��ҵ�������ʡ�����ծȯ������С��ҵ��ȡ��Ѻ����ҵ���ա��䵱�ȶ��ַ�ʽ���ʣ���������������߶�С������ҵ�ĵ���ҵ���ģ�����͵����շѣ�������չ�ٵ���������ǿ����ɢ���ա��������ù��ܣ��ӿ��ƽ���ҵ������ϵ���裻ͨ����չ��ҵ���з����շѼ�飬�����������ڷ������շѵȣ��淶��С��ҵ�����ʷ��� ����Ӧ�ü�ǿ����ҵ֪ʶ��Ȩ���������ȣ��ƶ���������ҵ��չ���Ͷ��ƶȣ����ֺ���ҵ֪ʶ��Ȩ����Ϊ�Ӵ������ȣ����磺ij��˾�ܶ��Ʒ��ͬ���õ�ͼֱֽ�ӽ�����������Ͷ�����ţ�����ҵ�������ʧ������Ҫ�ӿ��ƽ���ҵ���ƶȽ��裬������ҵЭ��ļ����Ͱ�ȫ�������ã�����Ӧ�����±���ʵʩ����������ͳһ�ı������������һЩ���������±���ҵ�Ļ����ԡ� �������������Ӧ������С��ҵ���ر�������ҵ������ҵ������չ���⽻����������ڶ��⽻������Ӧ�������������˰���Żݡ�
|
 |
�й���ѹ���ٷ��ţ�ɨһɨ��������ע��
��ע"�й���ѹ��"����ȡ������ҵ������Ѷ�� ���ӷ���1�� �ڡ����Ӻ��ѡ���ֱ���������˺ţ�chinaforge ���ӷ���2�� ����ɨ�����Ķ�ά�� |