您的当前位置: 中国锻压网 > 资讯中心 > 正文
您的当前位置: 中国锻压网 > 资讯中心 > 正文|
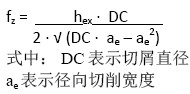
采用圆盘铣刀作为花键制造厂的基本铣槽刀具时,花键的径向切削宽度比刀具直径小,也就是说始终能保证薄切屑。为了得到最可能的hex值、优化花键“铣槽”应用,操作人员必须通过圆盘铣刀吃刀量和圆盘铣刀直径计算fz。计算薄切屑的公式如图1所示。 图1:确定薄切屑时每齿的进刀量
图文说明;确定每齿进刀量(fz)时,切屑厚度(hex)至关重要,因为切屑厚度最终提供优化的工作台进刀量。 如果操作人员不能优化每齿进刀量,那么进刀速率可能太低而不适合于刀片的刃口处理或刀片槽型。因为刀体会产生跳动量误差,所以作为经验法则,通常建议操作人员在选取hex时,不得小于0.003英寸(0.076毫米)。如果hex太小,会发生磨擦,刚好与实际切削相反,这样会产生更多的热量,缩短刀具使用寿命,并降低工艺准确性。圆盘铣刀制造厂应当能提供hex参数的最大值。 记住最大输出后,在类似铣槽工艺(例如用圆盘铣刀加工花键)中,薄切屑是一个关键因素。此因素对双走刀粗加工来说特别重要,因为此阶段中使生产效率降低的风险更高。 调整偏移
从专用滚齿机床到多任务机床或加工中心的重大变革是刀具仅支撑在心轴的接口侧。传统滚齿机床的滚刀支撑在心轴的两端,但只有一端支撑刀具,刀具可能发生偏移。只需简单的几个步骤即可防止偏移。首先,选择花键切削工艺的圆盘铣刀时,使用最稳定的刀具,限制刀具偏移。不要使用比实际需要长的刀具。如有可能,避免L/D>5,因为刀具偏移和稳定性要求两次走刀以上,对生产效率影响很大。 |
 |
中国锻压网官方微信:扫一扫,立即关注!
关注"中国锻压网",获取独家行业新闻资讯。 添加方法1: 在“添加好友”中直接添加微信账号:chinaforge 添加方法2: 微信中扫描左侧的二维码 |